

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介洗衣机是一种作为清洗家居衣物及毛巾等纺织品的机器,是最常用的家用电器之一。按洗衣机额定洗涤容量分为家用和集体用两类。我国规定洗涤容量在 6kg 以下的属于家用洗衣机。常
洗衣机是一种作为清洗家居衣物及毛巾等纺织品的机器,是最常用的家用电器之一。按洗衣机额定洗涤容量分为家用和集体用两类。我国规定洗涤容量在6kg以下的属于家用洗衣机。常见的洗衣机分三大类,即滚筒式洗衣机、波轮式洗衣机和搅拌式洗衣机。 普通型波轮洗衣机由洗衣桶、电动机、定时器、传动部件、箱体、箱盖及控制面板等组成。依靠装在洗衣桶底部的波轮正、反旋转,带动衣物上、下、左、右不停地翻转,使衣物之间、衣物与桶壁之间,在水中进行柔和地摩擦,在洗涤剂的作用下实现去污清洗。 机械全自动洗衣机由电动程控器、水位开关、安全开关(盖开关)、排水选择开关、不排水停机开关、储水开关、漂洗选择开关、洗涤选择开关等组成。它通过各种开关组成控制电路,来控制电动机、进水阀、排水电磁铁及蜂鸣器的动作次序,使洗衣机实现程序运转。 不管哪一种、哪一类洗衣机其工作流程大致相同:向洗衣机内注水一水位到位后开始洗涤一按照洗涤方式,洗涤电动机正/反旋转一当洗涤时间到后,进行排水一排完水进行脱水一完成一次洗涤。一般需要进行一次洗涤、二或三次漂洗,才算完成一次洗衣任务。其工作流程如图3-1所示。下面我们以一次洗涤和一次漂洗为例介绍用PLC控制的方法。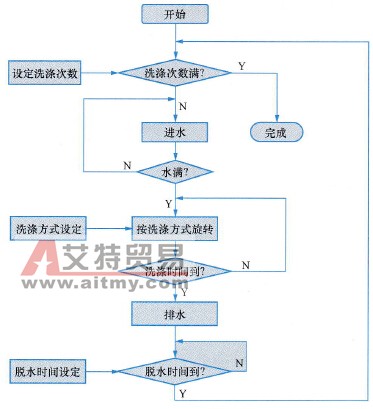 图3-1 洗衣工作流程 一、PLC控制电路的设计 对上面洗衣机工作流程进行分析我们可以知道,洗衣机的工作过程是一个以洗衣筒内“水位”满为条件的时间顺序控制系统。其PLC控制系统应具有的功能如下。 (1)洗涤方式选择。我们在这里只指定有“强”、“中”、“弱”三种方式,用一个按钮进行选择。洗涤的“强/中/弱”就是洗涤电动机单方向旋转时间的长短。其中“强”为50s、“中”为25s、“弱”为10s。 (2)洗涤时间选择。同样只指定有“5min”、“10min”、“15min”三种洗涤时间。由一个按钮进行选择。 (3)脱水时间选择。同样也指定有“1min”、“3min”两种脱水时间。由一个按钮进行选择。 (4)水位满。当该输入点闭合时应关闭进水电磁阀,起动洗涤电动机开始工作。 (5)洗衣机工作按钮。当洗涤方式、洗涤时间和脱水时间都设定完毕后即可按下“工作按钮”,起动洗衣机工作。 (6)进水电磁阀。用来控制洗衣机的进水。 (7)排水电磁阀。用来排除洗衣机筒内的水。 (8)3个洗涤方式指示。分别指示“强”、“中”、“弱”三种洗涤方式。 (9)3个洗涤时间指示。分别指示“5min”、“10 min”、“15 min”三种洗涤时间。 (10)2个脱水时间指示。分别指示“1min”、“3min”两种脱水时间。 (11)电动机正转。电动机正向旋转。 (12)电动机反转。电动机反向旋转。 根据控制系统的功能要求,我们列出了用PLC控制洗衣机应具有的输入、输出点如下。 PLC输入点有:①洗涤方式选择按钮;②洗涤时间选择按钮;③脱水时间选择按钮;④水位满;⑤起动按钮;⑥停止按钮。 PLC输出点有:①进水电磁阀;②排水电磁阀;③3个洗涤方式指示;④3个洗涤时间指示;⑤2个脱水时间指示;⑥电动机正转;⑦电动机反转。 结合SL-FX2N-28MR-4AD-2DA嵌入式增强型PLC,可绘制出控制系统的原理图,如图3-2所示。由于该PLC的输出点只有12点,所以省去了脱水制动、脱水时间选择和指示,将脱水时间恒定为1min。并增加了洗衣完成提示蜂鸣。各点功能见表3-1。 表3-1 洗衣机PLC控制输入、输出各点功能
图3-1 洗衣工作流程 一、PLC控制电路的设计 对上面洗衣机工作流程进行分析我们可以知道,洗衣机的工作过程是一个以洗衣筒内“水位”满为条件的时间顺序控制系统。其PLC控制系统应具有的功能如下。 (1)洗涤方式选择。我们在这里只指定有“强”、“中”、“弱”三种方式,用一个按钮进行选择。洗涤的“强/中/弱”就是洗涤电动机单方向旋转时间的长短。其中“强”为50s、“中”为25s、“弱”为10s。 (2)洗涤时间选择。同样只指定有“5min”、“10min”、“15min”三种洗涤时间。由一个按钮进行选择。 (3)脱水时间选择。同样也指定有“1min”、“3min”两种脱水时间。由一个按钮进行选择。 (4)水位满。当该输入点闭合时应关闭进水电磁阀,起动洗涤电动机开始工作。 (5)洗衣机工作按钮。当洗涤方式、洗涤时间和脱水时间都设定完毕后即可按下“工作按钮”,起动洗衣机工作。 (6)进水电磁阀。用来控制洗衣机的进水。 (7)排水电磁阀。用来排除洗衣机筒内的水。 (8)3个洗涤方式指示。分别指示“强”、“中”、“弱”三种洗涤方式。 (9)3个洗涤时间指示。分别指示“5min”、“10 min”、“15 min”三种洗涤时间。 (10)2个脱水时间指示。分别指示“1min”、“3min”两种脱水时间。 (11)电动机正转。电动机正向旋转。 (12)电动机反转。电动机反向旋转。 根据控制系统的功能要求,我们列出了用PLC控制洗衣机应具有的输入、输出点如下。 PLC输入点有:①洗涤方式选择按钮;②洗涤时间选择按钮;③脱水时间选择按钮;④水位满;⑤起动按钮;⑥停止按钮。 PLC输出点有:①进水电磁阀;②排水电磁阀;③3个洗涤方式指示;④3个洗涤时间指示;⑤2个脱水时间指示;⑥电动机正转;⑦电动机反转。 结合SL-FX2N-28MR-4AD-2DA嵌入式增强型PLC,可绘制出控制系统的原理图,如图3-2所示。由于该PLC的输出点只有12点,所以省去了脱水制动、脱水时间选择和指示,将脱水时间恒定为1min。并增加了洗衣完成提示蜂鸣。各点功能见表3-1。 表3-1 洗衣机PLC控制输入、输出各点功能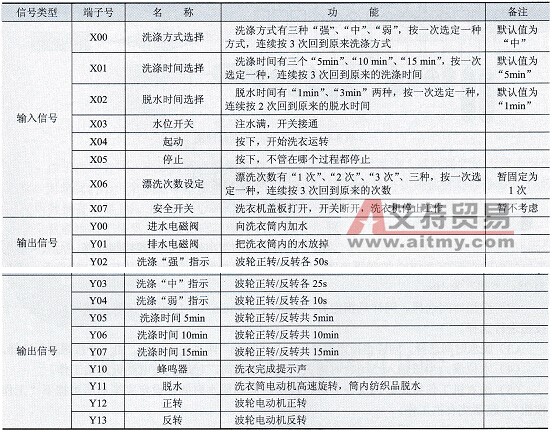
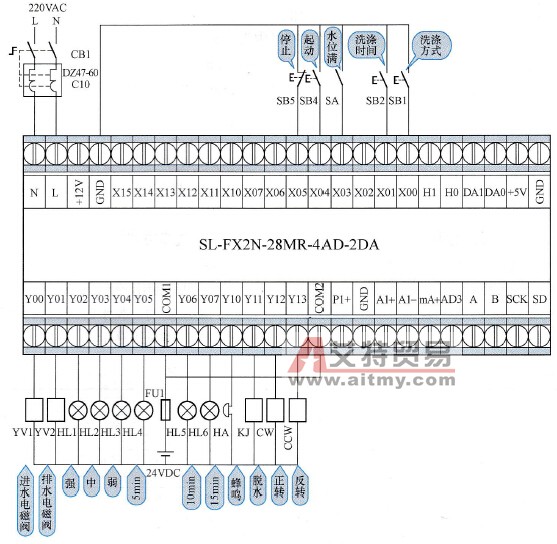 图3-2 洗衣机PLC控制原理图 二、应用程序设计 1.梯形图编制 在编制洗衣机PLC控制程序时,由于没有现存的继电器一接触器控制线路,无法从继电器控制电路来演变成PLC控制梯形图。因此我们采取功能图设计法,从基本功能着手、逐步完善的方法。 洗衣机的洗涤和漂洗过程对洗衣机来说,实质上是一个相同的过程。其不同在于洗涤过程中我们在洗衣筒内加了洗衣粉,而漂洗过程则是不加洗衣粉。因此一次洗涤和一次漂洗就是同一洗衣工作流程重复执行两次即可。 从图3-1洗衣工作流程中我们不难得到程序流程图,如图3-3 (a)所示。整个过程可以分为初始化、进水、洗涤、排水、脱水、完成提示六个阶段。其中需要重复进行的有进水、洗涤、排水、脱水四个阶段。开始加水过程的条件是:水位未满,即输入点X03未闭合;我们用辅助继电器M1表示加水步。洗涤过程开始的条件是:水位满,即X03闭合;我们用辅助继电器M2表示洗涤步。排水开始的条件是:洗涤时间到;洗涤时间有时间继电器T100控制。我们用辅助继电器M3表示排水步。脱水过程开始的条件是:排水时间到;排水时间由时间继电器T101控制。我们用辅助继电器M4表示脱水步。脱水时间由时间继电器T102控制。这四个工作步都是在系统起动按钮被按下的条件下才被执行。通过细化我们就不难得到洗衣工作步,如图3-3 (b)所示。
图3-2 洗衣机PLC控制原理图 二、应用程序设计 1.梯形图编制 在编制洗衣机PLC控制程序时,由于没有现存的继电器一接触器控制线路,无法从继电器控制电路来演变成PLC控制梯形图。因此我们采取功能图设计法,从基本功能着手、逐步完善的方法。 洗衣机的洗涤和漂洗过程对洗衣机来说,实质上是一个相同的过程。其不同在于洗涤过程中我们在洗衣筒内加了洗衣粉,而漂洗过程则是不加洗衣粉。因此一次洗涤和一次漂洗就是同一洗衣工作流程重复执行两次即可。 从图3-1洗衣工作流程中我们不难得到程序流程图,如图3-3 (a)所示。整个过程可以分为初始化、进水、洗涤、排水、脱水、完成提示六个阶段。其中需要重复进行的有进水、洗涤、排水、脱水四个阶段。开始加水过程的条件是:水位未满,即输入点X03未闭合;我们用辅助继电器M1表示加水步。洗涤过程开始的条件是:水位满,即X03闭合;我们用辅助继电器M2表示洗涤步。排水开始的条件是:洗涤时间到;洗涤时间有时间继电器T100控制。我们用辅助继电器M3表示排水步。脱水过程开始的条件是:排水时间到;排水时间由时间继电器T101控制。我们用辅助继电器M4表示脱水步。脱水时间由时间继电器T102控制。这四个工作步都是在系统起动按钮被按下的条件下才被执行。通过细化我们就不难得到洗衣工作步,如图3-3 (b)所示。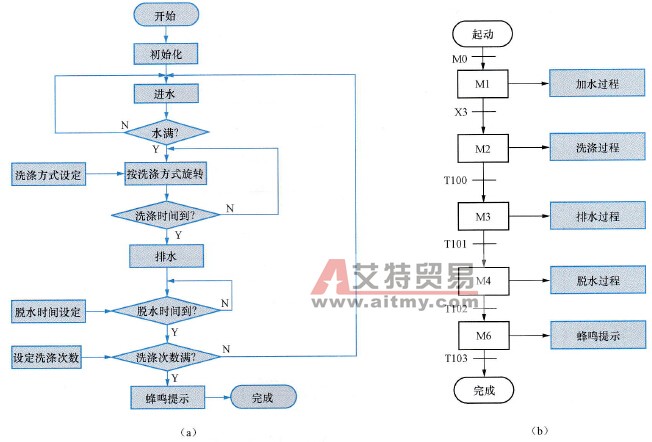 图3-3 程序流程及洗衣工作步 (a)程序流程;(b)洗衣工作步 由于洗涤方式、洗涤时间、洗涤次数、脱水时间都会因操作人或洗涤物的不同而有所变化,因此我们用一个数据寄存器来存放不同的数值。其中洗涤方式用数据寄存器D0、洗涤时间用数据寄存器D1、脱水时间用数据寄存器D2、洗涤次数用数据寄存器D10。 依照洗衣工作步,选用相应功能的PLC指令,我们就可以进行梯形图程序编制了。 首先我们按照图3-3 (b)洗衣工作步编制一个单一洗涤方式固定洗涤时间的工作流程,即洗涤强度“弱”、洗涤时间固定为5min的“加水”、“洗涤”、“排水”、“脱水”四步,洗涤步骤梯形图如图3-4所示。然后实现两次循环,洗涤结束蜂鸣提示。其梯形图程序如图3-5所示(圈内部分),这部分程序我们在调试中加入。最后实现洗涤方式、洗涤时间的选择功能。这部分程序留给读者思考。图3-6是初始化梯形图程序。初始化工作主要是设定洗涤方式、洗涤时间、脱水时间的默认值。
图3-3 程序流程及洗衣工作步 (a)程序流程;(b)洗衣工作步 由于洗涤方式、洗涤时间、洗涤次数、脱水时间都会因操作人或洗涤物的不同而有所变化,因此我们用一个数据寄存器来存放不同的数值。其中洗涤方式用数据寄存器D0、洗涤时间用数据寄存器D1、脱水时间用数据寄存器D2、洗涤次数用数据寄存器D10。 依照洗衣工作步,选用相应功能的PLC指令,我们就可以进行梯形图程序编制了。 首先我们按照图3-3 (b)洗衣工作步编制一个单一洗涤方式固定洗涤时间的工作流程,即洗涤强度“弱”、洗涤时间固定为5min的“加水”、“洗涤”、“排水”、“脱水”四步,洗涤步骤梯形图如图3-4所示。然后实现两次循环,洗涤结束蜂鸣提示。其梯形图程序如图3-5所示(圈内部分),这部分程序我们在调试中加入。最后实现洗涤方式、洗涤时间的选择功能。这部分程序留给读者思考。图3-6是初始化梯形图程序。初始化工作主要是设定洗涤方式、洗涤时间、脱水时间的默认值。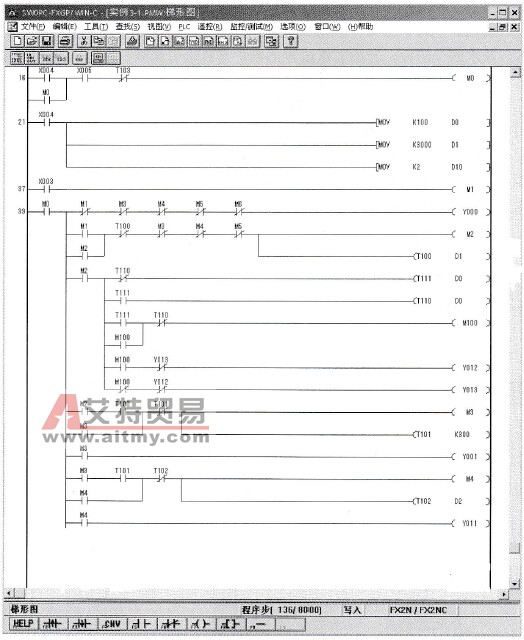 图3-4 洗涤步骤梯形图(光盘“实例3-1”中“实例3-1.PMW”) 2.程序的录入 打开存放编程软件的文件夹“FXGPWIN”,找到程序文件“FXGPWIN.EXE”,用鼠标左键双击该文件的图标
图3-4 洗涤步骤梯形图(光盘“实例3-1”中“实例3-1.PMW”) 2.程序的录入 打开存放编程软件的文件夹“FXGPWIN”,找到程序文件“FXGPWIN.EXE”,用鼠标左键双击该文件的图标![]() 。在初始界面上点“文件”菜单,在弹出的下拉菜单中选“新文件”;或直接点快捷按钮“新文件”。桌面出现“PLC类型设置”对话框,在对话框中点“FX2N/FX2NC”,使其前面的单选框圆中出现一个黑点。设置完后点“确认”按钮。接着点“文件”下拉菜单,在菜单上选“另存为…”。在“File Save As”对话框中设置好存放文件的驱动器、文件夹和文件名,其中对话框中“驱动器”下的文本框中选驱动器、“文件夹”下的路径框中设定文件夹、“文件名”下面的文本框中输入文件名“xyjkz”(注意,后缀不能改),再点“确定”按钮,把新建的文件另存为“XYJKZ.PMW”,如图3-7所示。
。在初始界面上点“文件”菜单,在弹出的下拉菜单中选“新文件”;或直接点快捷按钮“新文件”。桌面出现“PLC类型设置”对话框,在对话框中点“FX2N/FX2NC”,使其前面的单选框圆中出现一个黑点。设置完后点“确认”按钮。接着点“文件”下拉菜单,在菜单上选“另存为…”。在“File Save As”对话框中设置好存放文件的驱动器、文件夹和文件名,其中对话框中“驱动器”下的文本框中选驱动器、“文件夹”下的路径框中设定文件夹、“文件名”下面的文本框中输入文件名“xyjkz”(注意,后缀不能改),再点“确定”按钮,把新建的文件另存为“XYJKZ.PMW”,如图3-7所示。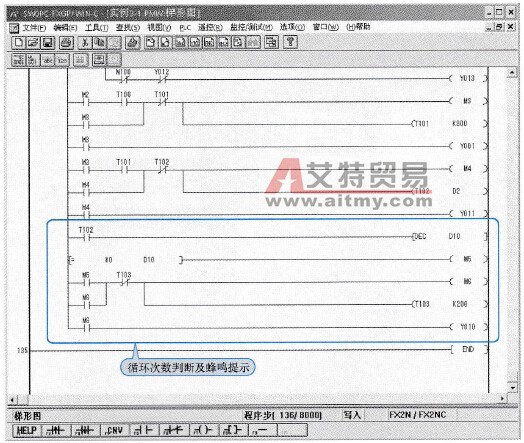 图3-5 蜂鸣提示梯形图
图3-5 蜂鸣提示梯形图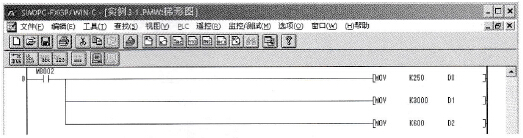 图3-6 初始化梯形图 接着在工作空间内,把图3-4和图3-6中的梯形图逐一录入。图3-5的梯形图待在调试中加入。具体步骤如下。 第①步录入初始化梯形图。将鼠标移至元件库中“动合触点”元件
图3-6 初始化梯形图 接着在工作空间内,把图3-4和图3-6中的梯形图逐一录入。图3-5的梯形图待在调试中加入。具体步骤如下。 第①步录入初始化梯形图。将鼠标移至元件库中“动合触点”元件![]() 上,点击鼠标左键;在弹出的“输入元件”对话框内的文本框中录入“m8002”后点“确认”按钮,如图3-8所示。再点击元件库中“功能块”
上,点击鼠标左键;在弹出的“输入元件”对话框内的文本框中录入“m8002”后点“确认”按钮,如图3-8所示。再点击元件库中“功能块”![]() ,在弹出的“输入指令”对话框内的文本框中录入“MOVK250 D0”后点“确认”按钮,如图3-9所示。 第②录入主梯形图。用同样的方法将图3-4的主梯形图录入。录入后的工作空间如图3-10(a)所示。 第③点转换并保存。直接点击工具栏上的“转换
,在弹出的“输入指令”对话框内的文本框中录入“MOVK250 D0”后点“确认”按钮,如图3-9所示。 第②录入主梯形图。用同样的方法将图3-4的主梯形图录入。录入后的工作空间如图3-10(a)所示。 第③点转换并保存。直接点击工具栏上的“转换![]() ”按钮即可。转换后再点“保存”按钮保存文件。转换后的界面如图3-10 (b)所示。注意背景颜色变化。为防止程序丢失,可随时点击“保存”按钮,将文件及时保存。
”按钮即可。转换后再点“保存”按钮保存文件。转换后的界面如图3-10 (b)所示。注意背景颜色变化。为防止程序丢失,可随时点击“保存”按钮,将文件及时保存。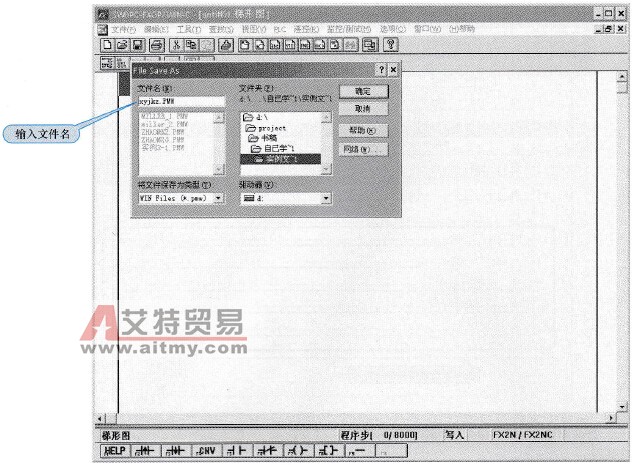 图3-7 保存文件
图3-7 保存文件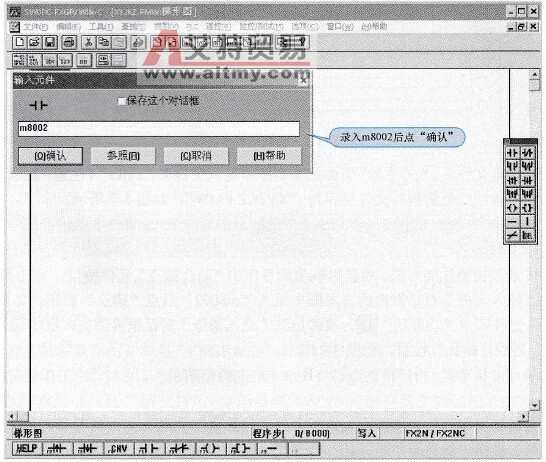 图3-8 录入m8002动合触点
图3-8 录入m8002动合触点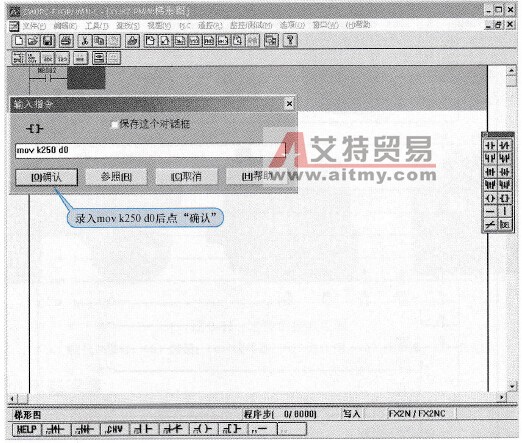 图3-9 录入功能指令
图3-9 录入功能指令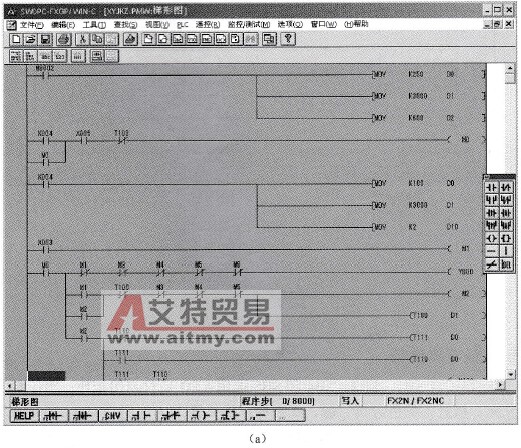
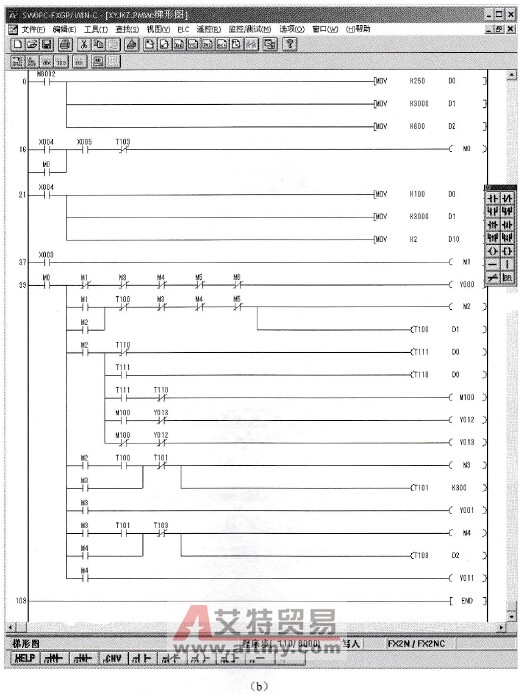 图3-10 梯形图录入 (a)转换前的工作空间;(b)转换后的梯形图 三、安装与调试 1.控制电器选择 图3-2中控制按钮SB1、SB2、SB4和SB5选用KD2型仪表用按钮;指示灯HL1~HL6选用Φ5的发光二极管,颜色分黄、绿、红三种;蜂鸣器HA选用YMD-12095-B,额定电压24V;继电器KJ、KJC、KJCC选用RM24-11/4;进水电磁阀YV1选用FCD-270B型,线圈电源220VAC;排水电磁阀YV2选用ZDC-B1 F50N型DC200V行程16mm。选用的控制电器分别如图3-11所示。
图3-10 梯形图录入 (a)转换前的工作空间;(b)转换后的梯形图 三、安装与调试 1.控制电器选择 图3-2中控制按钮SB1、SB2、SB4和SB5选用KD2型仪表用按钮;指示灯HL1~HL6选用Φ5的发光二极管,颜色分黄、绿、红三种;蜂鸣器HA选用YMD-12095-B,额定电压24V;继电器KJ、KJC、KJCC选用RM24-11/4;进水电磁阀YV1选用FCD-270B型,线圈电源220VAC;排水电磁阀YV2选用ZDC-B1 F50N型DC200V行程16mm。选用的控制电器分别如图3-11所示。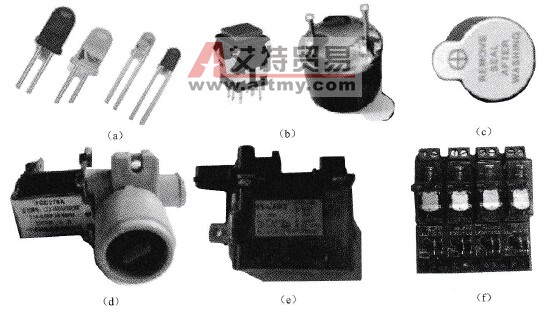 图3-11 选用的控制电器 (a)发光二极管;(b)按钮;(c)蜂鸣器;(d)进水阀;(e)排水阀;(f)继电器 2.电器安装 按钮、指示灯和蜂鸣器安装在操作面板上,布局如图3-12所示。PLC、继电器等电器安装在一块260mm×260mm底板上,电器元件布局如图3-13所示。电动机、电磁阀等的控制原理如图3-14所示。
图3-11 选用的控制电器 (a)发光二极管;(b)按钮;(c)蜂鸣器;(d)进水阀;(e)排水阀;(f)继电器 2.电器安装 按钮、指示灯和蜂鸣器安装在操作面板上,布局如图3-12所示。PLC、继电器等电器安装在一块260mm×260mm底板上,电器元件布局如图3-13所示。电动机、电磁阀等的控制原理如图3-14所示。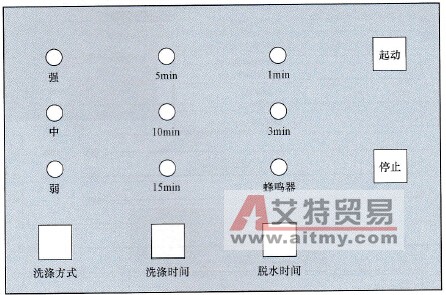 图3-12 操作面板布局 3.控制系统调试 1.程序下载 用通信线将电脑与PLC连接好后,给PLC上电并起动电脑。运行编程软件FXGPWIN,打开先前保存的应用程序文件XYJKZ.PMW(见光盘“实例3-1”中)。打开PLC上的“运行/停止”开关盖板,将开关拨到“停止”位置;用鼠标点下拉菜单“PLC”选“传送”下面的“写出”, 其界面如图3-15 (a)所示。由于我们的程序较短,没有超过200步,因此在“PC程序写入”范围选择对话框中我们选“范围设置”,并把“终止步”设置为“200”,如图3-15 (b)所示,以加快下载速度。设置完后,点“确认”按钮,软件开始向PLC写入程序,如图3-15 (c)所示。
图3-12 操作面板布局 3.控制系统调试 1.程序下载 用通信线将电脑与PLC连接好后,给PLC上电并起动电脑。运行编程软件FXGPWIN,打开先前保存的应用程序文件XYJKZ.PMW(见光盘“实例3-1”中)。打开PLC上的“运行/停止”开关盖板,将开关拨到“停止”位置;用鼠标点下拉菜单“PLC”选“传送”下面的“写出”, 其界面如图3-15 (a)所示。由于我们的程序较短,没有超过200步,因此在“PC程序写入”范围选择对话框中我们选“范围设置”,并把“终止步”设置为“200”,如图3-15 (b)所示,以加快下载速度。设置完后,点“确认”按钮,软件开始向PLC写入程序,如图3-15 (c)所示。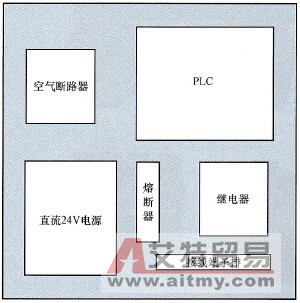 图3-13 电器元件布局
图3-13 电器元件布局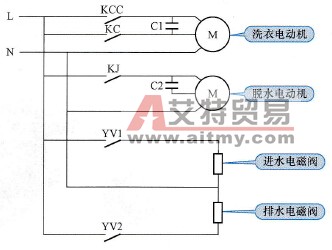 图3-14 电动机、电磁阀控制原理
图3-14 电动机、电磁阀控制原理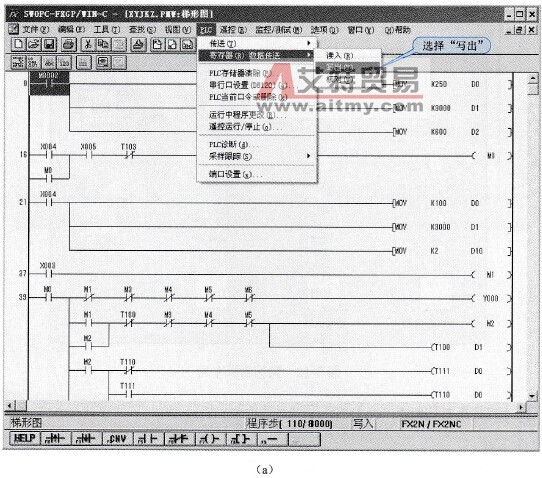
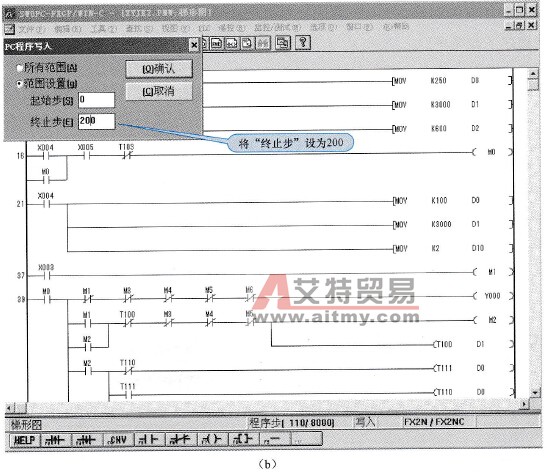
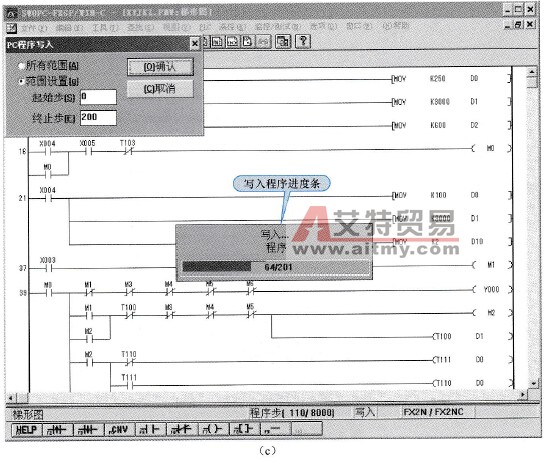 图3-15 程序下载 (a)选择“写出”; (b)写入范围选择;(c)写入进度提示 2.运行监控 应用程序下载完毕后,把PLC上的“运行/停止”开关拨到“运行”位置;并将编程软件界面转为“监控”状态,如图3-16所示。 按下“起动”按钮,进入“加水”状态,监控界面如图3-16 (b)所示;水位满后,输入触点X3闭合,进入洗涤状态,界面如图3-16 (c)所示;洗涤时间(T100)到后转入排水状态,界面如图3-16 (d)所示;排水时间(T101)到后转入脱水状态,界面如图3-16 (e)所示;脱水时间(T103)到后结束洗涤。 验证了图3-10 (b)的程序正确后,我们再添加实现1次洗涤和1次漂洗,即2次循环的控制程序。添加后别忘记点“转换”并保存。 将修改后的程序重新下载到PLC中,再运行PLC(注意拨动开关位置)。完成2次循环后蜂鸣器鸣叫的状态如图3-17所示。完成洗衣后的状态如图3-18所示。
图3-15 程序下载 (a)选择“写出”; (b)写入范围选择;(c)写入进度提示 2.运行监控 应用程序下载完毕后,把PLC上的“运行/停止”开关拨到“运行”位置;并将编程软件界面转为“监控”状态,如图3-16所示。 按下“起动”按钮,进入“加水”状态,监控界面如图3-16 (b)所示;水位满后,输入触点X3闭合,进入洗涤状态,界面如图3-16 (c)所示;洗涤时间(T100)到后转入排水状态,界面如图3-16 (d)所示;排水时间(T101)到后转入脱水状态,界面如图3-16 (e)所示;脱水时间(T103)到后结束洗涤。 验证了图3-10 (b)的程序正确后,我们再添加实现1次洗涤和1次漂洗,即2次循环的控制程序。添加后别忘记点“转换”并保存。 将修改后的程序重新下载到PLC中,再运行PLC(注意拨动开关位置)。完成2次循环后蜂鸣器鸣叫的状态如图3-17所示。完成洗衣后的状态如图3-18所示。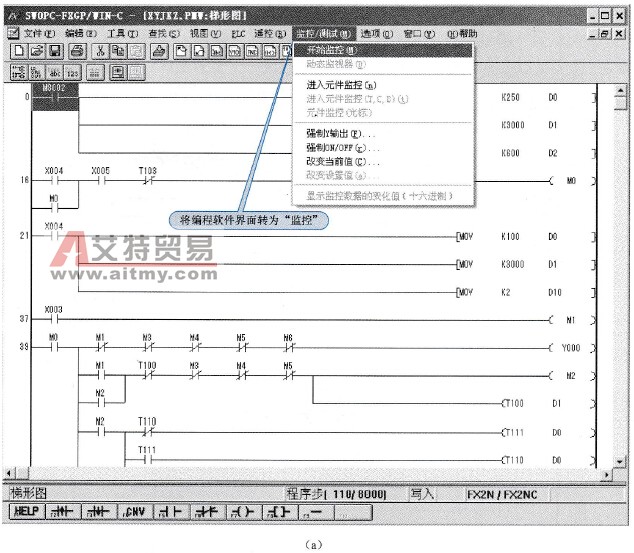
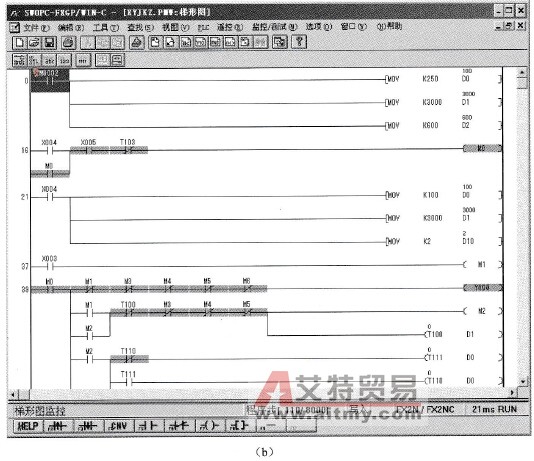
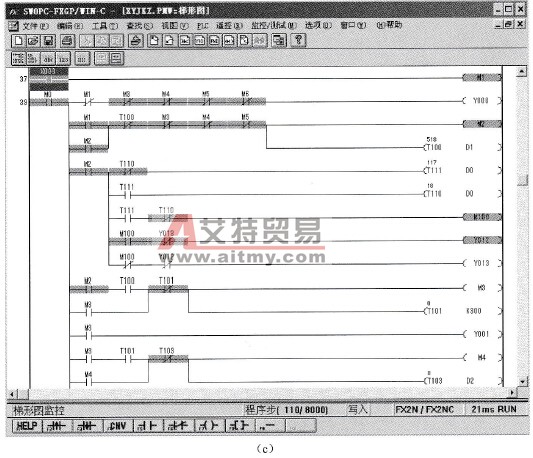
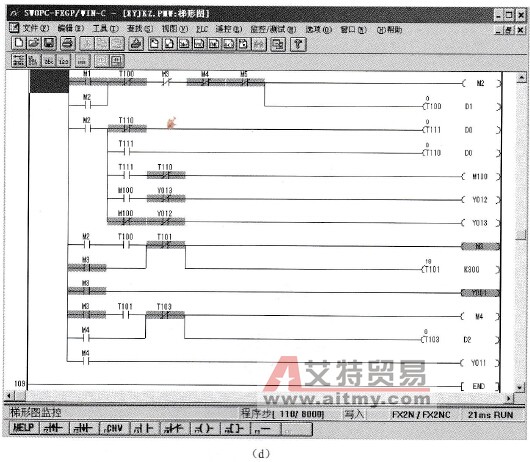
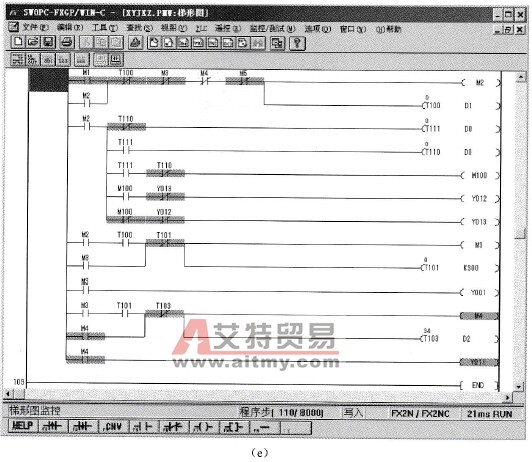 图3-16 洗涤过程监控 (a)选择“开始监控” (b)进水状态;(c)洗涤状态;(d)排水状态;(e)脱水状态
图3-16 洗涤过程监控 (a)选择“开始监控” (b)进水状态;(c)洗涤状态;(d)排水状态;(e)脱水状态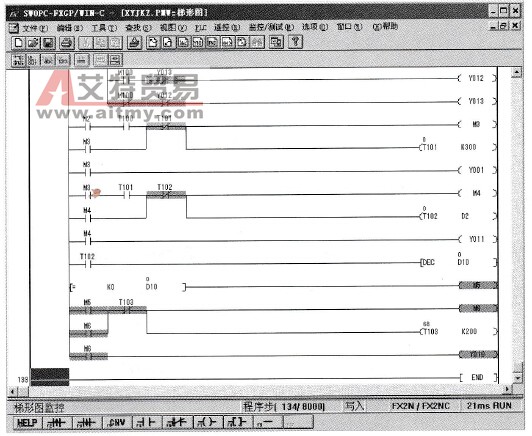 图3-17 蜂鸣器呜叫状态
图3-17 蜂鸣器呜叫状态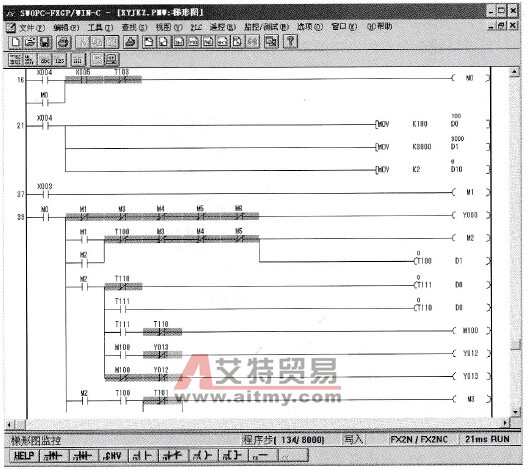 图3-18 洗衣完成状态 四、图形图程序解释 图3-19所示为初始化程序。图中左侧动合触点M8002是一个特殊软元件,其功能是在程序开始运行时的第一个扫描周期时接通(ON)。右侧三个都是功能相同的数据传送功能指令,其功能是把十进制数(首字母K表示十进制数,首字母H表示十六进制数)250、3000、600分别送到数据寄存器D0、D1、D2内。图中初始化程序实现的功能是:在程序开始运行时的第一个扫描周期时把十进制数250、3000、600分别送到寄存器D0、D1、D2内。这些数据就是对应洗衣机功能的默认值。
图3-18 洗衣完成状态 四、图形图程序解释 图3-19所示为初始化程序。图中左侧动合触点M8002是一个特殊软元件,其功能是在程序开始运行时的第一个扫描周期时接通(ON)。右侧三个都是功能相同的数据传送功能指令,其功能是把十进制数(首字母K表示十进制数,首字母H表示十六进制数)250、3000、600分别送到数据寄存器D0、D1、D2内。图中初始化程序实现的功能是:在程序开始运行时的第一个扫描周期时把十进制数250、3000、600分别送到寄存器D0、D1、D2内。这些数据就是对应洗衣机功能的默认值。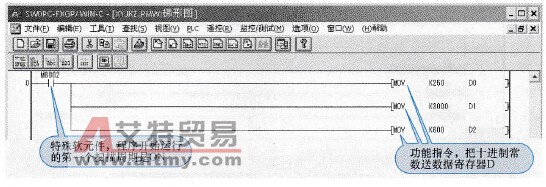 图3-19 初始化程序 数据传送指令MOV格式为
图3-19 初始化程序 数据传送指令MOV格式为
![]() 功能为:当该功能指令前面串接的常开触点闭合时,将源数据传送到指定的目标中,即[S]→D。其中软元件S可以是K、H、KnY、KnM、KnS、T、C、D、V、Z;软元件D可以是KnY、KnM、KnS、T、C、D、V、Z。 图3-20所示为起动/停止程序。该梯形图与常规的电动机起动/停止控制相同,只是在该行中串接了蜂鸣时间继电器的动断触点,目的是用来结束洗衣过程。辅助继电器M0是洗衣机的工作状态步,M0吸合洗衣机进入工作状态。
功能为:当该功能指令前面串接的常开触点闭合时,将源数据传送到指定的目标中,即[S]→D。其中软元件S可以是K、H、KnY、KnM、KnS、T、C、D、V、Z;软元件D可以是KnY、KnM、KnS、T、C、D、V、Z。 图3-20所示为起动/停止程序。该梯形图与常规的电动机起动/停止控制相同,只是在该行中串接了蜂鸣时间继电器的动断触点,目的是用来结束洗衣过程。辅助继电器M0是洗衣机的工作状态步,M0吸合洗衣机进入工作状态。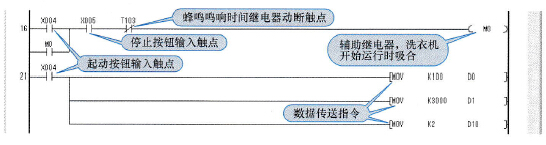 图3-20 起动/停止程序 图3-21所示为进水控制程序。当洗衣机进入工作状态后,进水电磁阀就吸合进水,直到水满→输入触点X3闭合→辅助继电器M1吸合→M1的动断触点断开→输出继电器Y0释放→进水电磁阀关闭。由于除了洗涤状态步可以向洗衣筒内进水外,其他状态步一概不能进水,因此在输出继电器Y0前串联了这些步的动断触点。这样一旦进入这些状态步,进水阀就不会被开启。
图3-20 起动/停止程序 图3-21所示为进水控制程序。当洗衣机进入工作状态后,进水电磁阀就吸合进水,直到水满→输入触点X3闭合→辅助继电器M1吸合→M1的动断触点断开→输出继电器Y0释放→进水电磁阀关闭。由于除了洗涤状态步可以向洗衣筒内进水外,其他状态步一概不能进水,因此在输出继电器Y0前串联了这些步的动断触点。这样一旦进入这些状态步,进水阀就不会被开启。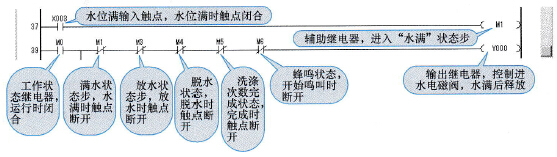 图3-21 进水控制程序 图3-22 所示为洗涤控制程序。该程序实现“洗涤方式”和“洗涤时间长短”两个功能。洗涤方式实际上是按波轮正转或反转时间的长短来分的。洗涤时间由时间继电器T100来控制,时间的长短由数据寄存器D1中值的大小来决定。因此改变D1中的值的大小就是更改洗涤时间了。而洗涤方式则随数据寄存器D0中的值的大小来变化。该梯形图在上一章“指示灯显示”一节中解析过,这里不再说明。
图3-21 进水控制程序 图3-22 所示为洗涤控制程序。该程序实现“洗涤方式”和“洗涤时间长短”两个功能。洗涤方式实际上是按波轮正转或反转时间的长短来分的。洗涤时间由时间继电器T100来控制,时间的长短由数据寄存器D1中值的大小来决定。因此改变D1中的值的大小就是更改洗涤时间了。而洗涤方式则随数据寄存器D0中的值的大小来变化。该梯形图在上一章“指示灯显示”一节中解析过,这里不再说明。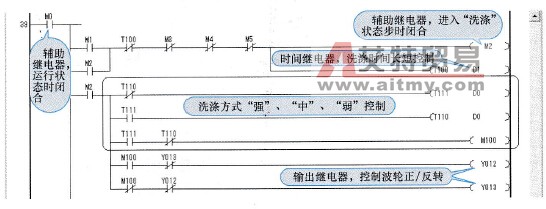 图3-22 洗涤控制程序 图3-23所示为排水控制程序。这个梯形图已见过多次,不再说明了。
图3-22 洗涤控制程序 图3-23所示为排水控制程序。这个梯形图已见过多次,不再说明了。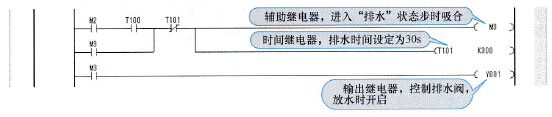 图3-23 排水控制程序 图3-24所示为脱水控制程序。这个梯形图也见过多次,不再说明了。
图3-23 排水控制程序 图3-24所示为脱水控制程序。这个梯形图也见过多次,不再说明了。 图3-24 脱水控制程序 图3-25所示为洗涤/漂洗次数控制程序。图中第一行右侧是一个“减1”功能指令,当左侧T102常开触点每闭合一次,右侧数据寄存器Dl0中的值减1。 减1指令DEC格式为
图3-24 脱水控制程序 图3-25所示为洗涤/漂洗次数控制程序。图中第一行右侧是一个“减1”功能指令,当左侧T102常开触点每闭合一次,右侧数据寄存器Dl0中的值减1。 减1指令DEC格式为
![]() 功能为:当该功能指令前面串接的常开触点闭合时,由D指定的软元件中的值自动减1。若用连续指令,则每个扫描周期减1,即[D]-1→D。其中软元件D可以是KnY、KnM、KnS、T、C、D、V、Z。 图中第二行左侧是一个接点相等指令,当数据寄存器中的值等于0时,驱动右侧的继电器M5。 接点相等指令LD=格式为
功能为:当该功能指令前面串接的常开触点闭合时,由D指定的软元件中的值自动减1。若用连续指令,则每个扫描周期减1,即[D]-1→D。其中软元件D可以是KnY、KnM、KnS、T、C、D、V、Z。 图中第二行左侧是一个接点相等指令,当数据寄存器中的值等于0时,驱动右侧的继电器M5。 接点相等指令LD=格式为
![]() 功能为:当源软元件S中的值与目标软元件D中的值相等时,驱动右侧的软元件动作。其中软元件S、D可以是K、H、KnY、KnM、KnS、T、C、D、V、Z。
功能为:当源软元件S中的值与目标软元件D中的值相等时,驱动右侧的软元件动作。其中软元件S、D可以是K、H、KnY、KnM、KnS、T、C、D、V、Z。 图3-25 洗涤次数控制程序 图3-26所示为蜂鸣控制程序。这个梯形图已见过多次,不再说明了。
图3-25 洗涤次数控制程序 图3-26所示为蜂鸣控制程序。这个梯形图已见过多次,不再说明了。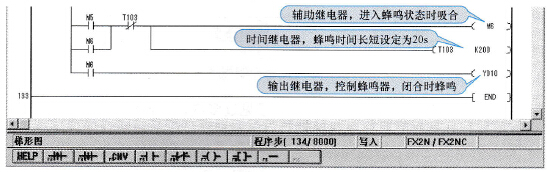 图3-26 蜂鸣控制程序
图3-26 蜂鸣控制程序

 PLC编程的基本规则
PLC编程的基本规则





