

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介针对不同的控制对象, STEP7 (西门子 PLC 程序编制开发平台)提供了 S7-300/400 系列 PLC 应用的各种编程语言。此软件的基础版本支持 STL (语句表)、 LAD (梯形图) 以及 FBD (功能块图
针对不同的控制对象,STEP7(西门子PLC程序编制开发平台)提供了S7-300/400系列PLC应用的各种编程语言。此软件的基础版本支持STL(语句表)、LAD(梯形图) 以及FBD(功能块图)3种基本编程语言。其中,语句表适合于经验丰富的程序员使用,熟悉继电器控制电路的用户适合使用梯形图,而功能块图则适合于有数字电路基础的编程人员使用。在STEP7编程环境下,这3种语言可相互转换——用LAD和FBD编写的程序可完全转换为STL程序,而STL某些语句不能转换为LAD和FBD。除此,专业版本还附加了对Graph(顺序功能图)、SCL(结构化控制语言)、HiGraph(图形编程语言)、CFC(连续功能图)等编程语言的支持,不同的编程语言可供不同知识背景的人员使用。 在对某个产品进行编程时,需要从确定具体的控制对象以及控制过程开始。其工作方式如下: ◇ 分析系统的输入,如启动开关、停止开关、行程开关或接触开关、传感信号等。 ◇ 熟悉系统的输出,如驱动电机的控制等。 ◇ 详细了解系统的流程,如系统工作时的每一个动作,以及动作之间的顺序关系、 互锁关系、转换关系等。 在对系统的输入、输出以及系统本身有了比较详细而确切的了解之后,接下来就可以把系统的工作流程用PLC所提供的各种编程语言描述出来,形成PLC运行的程序,进而达到有序地对系统进行控制的目的。为保证系统能可靠、准确地运行,还需要对所编写的程序进行实时的调试,如分析各种输入信号与输出信号、各中间信号与动作信号之间的时序关系,以及为保证系统工作的安全性,有意识地增加一些互锁与自锁关系等。 以自动加工设备中的钻孔工艺为例,简要说明PLC编程的一般过程。 【例5-1】如图5-1所示为自动加工设备中的钻孔工艺过程示意图。该系统由3个行程开关和一个钻枪构成,在钻枪来回行程过程中,分别碰到LS1、LS2、LS3、LS2、LS1,每一次碰到即会进行动作之间的转换。为提高钻孔效率,要求实现钻体的快进、工进、快退、慢退以及钻头的转与停。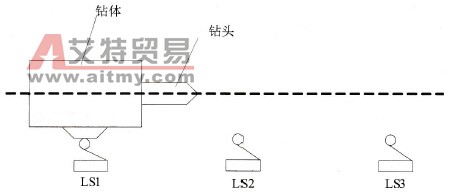 图5-1 钻床自动加工工艺过程示意图 钻床自动加工顺序功能流程图如图5-2所示。 由此可看出,此过程为典型的PLC逻辑控制过程。下面首先确定系统的输入。对照图5-2,按下主令开关SBO,则钻枪开始工作。
图5-1 钻床自动加工工艺过程示意图 钻床自动加工顺序功能流程图如图5-2所示。 由此可看出,此过程为典型的PLC逻辑控制过程。下面首先确定系统的输入。对照图5-2,按下主令开关SBO,则钻枪开始工作。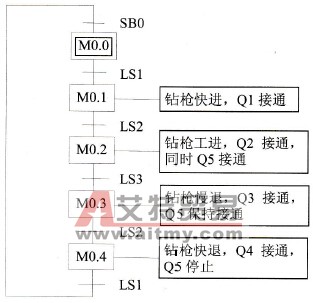 图5-2 钻床自动加工顺序功能流程图 其次,确定系统的输出。系统的输出即是实现快进、工进、慢退、快退、钻头转与停工序所对应的电机的通与断。设对应的输出信号分别如下。 ◇ Q1:钻枪快进。 ◇ Q2:钻枪工进。 ◇ Q3:钻枪工退。 ◇ Q4:钻枪快退。 ◇ Q5:钻头旋转。 在此基础上,划分系统的工作步,确定各工作步的内容,以及步与步之间的转换。由工作流程可知SBO、LS1、LS2、LS3为各步转换的条件。 最后,根据顺序功能流程图进行编程(本例为顺序工作方式,故采用顺序功能流程图的形式来实现系统的控制更为简便、易读)。编程方法很多,可选用通用逻辑指令编程、步进指令编程、移位寄存器编程、置位复位编程等方式。本例采用通用逻辑指令编程方式来实现,具体程序实现由下面5个步骤完成。 (1)程序段1
图5-2 钻床自动加工顺序功能流程图 其次,确定系统的输出。系统的输出即是实现快进、工进、慢退、快退、钻头转与停工序所对应的电机的通与断。设对应的输出信号分别如下。 ◇ Q1:钻枪快进。 ◇ Q2:钻枪工进。 ◇ Q3:钻枪工退。 ◇ Q4:钻枪快退。 ◇ Q5:钻头旋转。 在此基础上,划分系统的工作步,确定各工作步的内容,以及步与步之间的转换。由工作流程可知SBO、LS1、LS2、LS3为各步转换的条件。 最后,根据顺序功能流程图进行编程(本例为顺序工作方式,故采用顺序功能流程图的形式来实现系统的控制更为简便、易读)。编程方法很多,可选用通用逻辑指令编程、步进指令编程、移位寄存器编程、置位复位编程等方式。本例采用通用逻辑指令编程方式来实现,具体程序实现由下面5个步骤完成。 (1)程序段1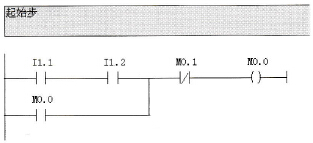 (2)程序段2
(2)程序段2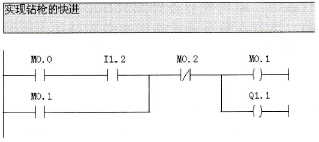 (3)程序段3
(3)程序段3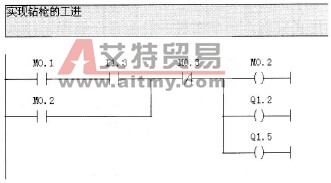 (4)程序段4
(4)程序段4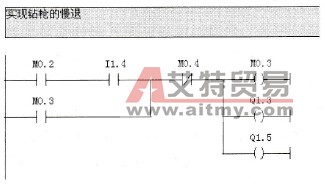 (5)程序段5
(5)程序段5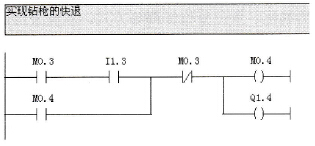

 PLC编程的基本规则
PLC编程的基本规则





