

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介一、剪板机介绍及分类 什么是剪板机?根据《中华人民共和国机械行业标准》,对剪板机的解释是用一个刀片相对另一刀片做往复直线运动剪切板材的机器。 1 .剪板机工作原理及应用
一、剪板机介绍及分类 什么是剪板机?根据《中华人民共和国机械行业标准》,对剪板机的解释是“用一个刀片相对另一刀片做往复直线运动剪切板材的机器”。 1.剪板机工作原理及应用 剪板机工作时,运动的上刀片和固定的下刀片之间采用合理的刀片间隙,对各种厚度的金属板材进行剪切,以获得高质量的工件。剪板机属于锻压机械中的一种,其加工工艺方式在轻工、冶金、电器、船舶、航空、不锈钢制品、钢结构建筑及装潢行业得到广泛应用。 2.剪板机的分类 剪板机种类繁多,按控制方式可分为机械剪板机、数控剪板机、液压剪板机。 几种常见的剪板机有数控摆式剪板机、数控前送料摆式剪板机、液压摆式剪板机、超厚液压摆式剪板机、液压闸式剪板机、深喉口剪板机、脚踏剪板机、精密剪板机。 随着我国国民经济的快速发展,相关行业对各类板材的需求量持续增长,并且对板材提出了更高的精度要求。而由于竞争的日益加剧,各生产厂家也对剪板机提出了更高效率的要求。此时普通剪板机由于加工精度不高、操作复杂以及效率低、能耗大等缺点,已经无法满足当前社会的性能需求,必须有所改进。 二、全自动剪板机的PLC控制系统设计 由于普通剪板机存在的缺陷,现提出一种新型的全自动剪板机的系统设计方案。结合行业目前的需求,这种全自动剪板机必须是一种可按加工要求,将金属板材剪开、自动计数并由送料车送到下一工序的顺序控制的设备,并且要求其控制设备具有很强的抗干扰能力。 对全自动剪板机提出如下控制要求: ◇ 通电以后,检测各个机构的工作状态,使其处于初始状态位置。 ◇ 剪板机启动,开始进料时,由控制系统控制进料机构,将待剪板料自动输送到位。 ◇ 由伺服电动机来控制挡料器的位置,以保证剪切尺寸的精确。板料的尺寸可由人工设定为固定值或循环变动值。 ◇ 待送入板料尺寸达到设定值后,由主电动机带动压料器和剪切刀,压紧板料,然后剪断。 ◇ 能够对送料小车进行控制,设定每车次的板料数日,卸料后自动返回接料位置。 ◇ 板料数目达到设定值后,送料和剪切暂停工作,待小车返回到接料位置后恢复工作。 ◇ 自动计数功能,通过光电开关实现。 在我国,PLC是近几年发展起来的一种新型工业控制器,其特点如下。 ◇ 可靠性高,抗干扰能力强。 ◇ 系统的设计、工作量小。 ◇ 易学易用。 ◇ 体积小,能耗低。 PLC的这些特点正好能够弥补普通剪板机的不足。普通剪板机系统采用继电器一接触器控制,控制系统较复杂,大量的硬件接线使系统可靠性降低,也间接地降低了设备的工作效率。使用PLC控制后,能够较好地解决这一问题,因此用PLC对全自动剪板机进行控制的方案应运而生。 1.全自动剪板机的结构及工作原理 全自动剪板机的整个设备由送料、定位压紧、剪切、自动传送4个部分组成。各个部分协调工作,共同完成整个板材的剪切过程。为了对每个步骤进行自动控制,自动剪板机使用7个限位开关和1个光电开关检测各部分的工作状态,以便及时将反馈信息传送给PLC。送料机构E、压块B、剪切刀A、送料小车分别由4台电动机驱动。其工作原理如图9-8所示。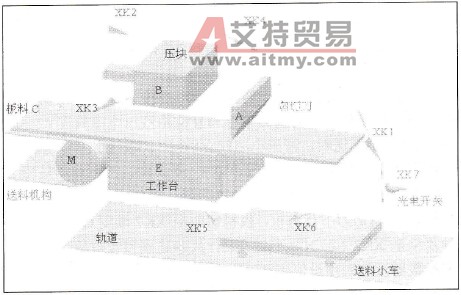 图9-8 全自动剪板机的结构及工作原理 各限位开关功能如表9-3所示。 表9-3 限位开关功能
图9-8 全自动剪板机的结构及工作原理 各限位开关功能如表9-3所示。 表9-3 限位开关功能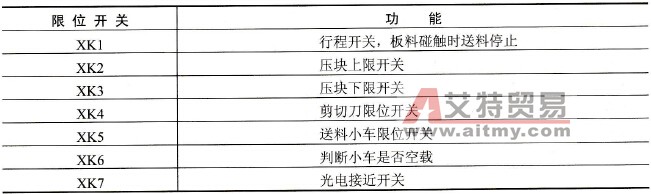 2.全自动剪板机工作过程 全自动剪板机未工作时,压块的限位开关XK2、XK3和剪切刀的限位开关XK4均断开,行程开关XK1和光电接近开关XK7也是断开的。 全自动剪板机工作时,将板料尺寸、数量等参数输入给系统,按下“启动”开关,系统开始工作。具体工作步骤如下: (1)系统首先会检查限位开关XK6的状态,如果确认送料小车空载,系统便开始工作,启动送料小车。小车运行到位后,限位开关XK5闭合,小车停到指定位置。 (2)送料机构E启动,带动板料C向剪切刀移动。当板料碰到行程开关XK1时,送料停止,同时制动器松开、电磁离合器结合,主电动机通过传动机构开始工作。 (3)压块电机启动,压块B压下,压块上限开关XK2闭合。当压块B将板料压紧后,压块下限开关XK3闭合。 (4)剪切刀电动机启动,控制剪切刀A下行,XK4闭合,直到把板料剪断,板料落入小车。 (5)当送料小车上的板料达到设定的数目后,小车控制电动机启动,带动小车右行,将切好的板料送至下一工序位置,然后卸料。 (6)当板料卸完以后,启动送料小车左行,到达指定位置后停止,进入下一个工作循环。 全自动剪扳机的送料由电动机驱动,而该电动机由接触器KM控制,压块F行和复位由液压电磁阀YV1和YV3控制,剪切刀下行和复位由液压电磁阀YV2和YV4控制,液压电磁阀YV5控制送料小车送料,液压电磁阀YV6控制送料小车空返。XK1~XK7为限位开关。当压块和剪切刀分别在原位(XK2和XK4处)时,按下启动按钮SB1,剪板机按照图9-8和表9-3所示的动作开始运行,电动机送料,板料右行,至XK1处停,压块下行至XK3处将板料压紧,剪切刀下行剪板,板料剪断至XK7触发C127计数器计数,压块和剪切刀同时上行复位至XK2和XK4处,如果计数器达到预设数值,则送料小车将料块送往下一工序,若计数器没达到预设值,则返回继续工作,如此完成一个循环。 在系统运行过程中,各个元件的状态如表9-4所示,整个工作过程就是通过控制这些元件的状态进而达到控制目的。 表9-4 执行元件状态
2.全自动剪板机工作过程 全自动剪板机未工作时,压块的限位开关XK2、XK3和剪切刀的限位开关XK4均断开,行程开关XK1和光电接近开关XK7也是断开的。 全自动剪板机工作时,将板料尺寸、数量等参数输入给系统,按下“启动”开关,系统开始工作。具体工作步骤如下: (1)系统首先会检查限位开关XK6的状态,如果确认送料小车空载,系统便开始工作,启动送料小车。小车运行到位后,限位开关XK5闭合,小车停到指定位置。 (2)送料机构E启动,带动板料C向剪切刀移动。当板料碰到行程开关XK1时,送料停止,同时制动器松开、电磁离合器结合,主电动机通过传动机构开始工作。 (3)压块电机启动,压块B压下,压块上限开关XK2闭合。当压块B将板料压紧后,压块下限开关XK3闭合。 (4)剪切刀电动机启动,控制剪切刀A下行,XK4闭合,直到把板料剪断,板料落入小车。 (5)当送料小车上的板料达到设定的数目后,小车控制电动机启动,带动小车右行,将切好的板料送至下一工序位置,然后卸料。 (6)当板料卸完以后,启动送料小车左行,到达指定位置后停止,进入下一个工作循环。 全自动剪扳机的送料由电动机驱动,而该电动机由接触器KM控制,压块F行和复位由液压电磁阀YV1和YV3控制,剪切刀下行和复位由液压电磁阀YV2和YV4控制,液压电磁阀YV5控制送料小车送料,液压电磁阀YV6控制送料小车空返。XK1~XK7为限位开关。当压块和剪切刀分别在原位(XK2和XK4处)时,按下启动按钮SB1,剪板机按照图9-8和表9-3所示的动作开始运行,电动机送料,板料右行,至XK1处停,压块下行至XK3处将板料压紧,剪切刀下行剪板,板料剪断至XK7触发C127计数器计数,压块和剪切刀同时上行复位至XK2和XK4处,如果计数器达到预设数值,则送料小车将料块送往下一工序,若计数器没达到预设值,则返回继续工作,如此完成一个循环。 在系统运行过程中,各个元件的状态如表9-4所示,整个工作过程就是通过控制这些元件的状态进而达到控制目的。 表9-4 执行元件状态 确定了整个系统需要控制的元件后,建立如表9-5所示的I/O设备和PLC的I/O节点的对应关系。 表9-5 I/O设备和I/O节点编号
确定了整个系统需要控制的元件后,建立如表9-5所示的I/O设备和PLC的I/O节点的对应关系。 表9-5 I/O设备和I/O节点编号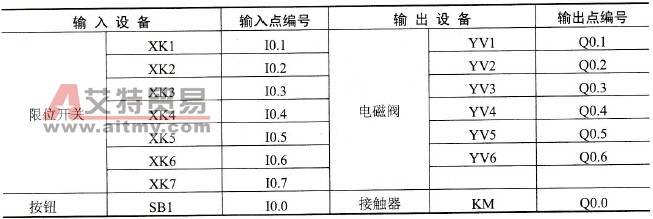 根据前面叙述的整个工作流程,画出顺序功能流程图,如图9-9所示。
根据前面叙述的整个工作流程,画出顺序功能流程图,如图9-9所示。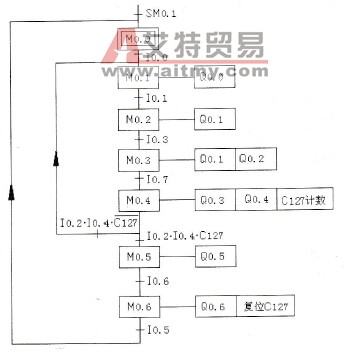 图9-9 顺序功能流程图 根据前面介绍的工作流程以及绘制出的顺序功能流程图,在PLC编程器中编制出梯形图程序,如图9-10所示。
图9-9 顺序功能流程图 根据前面介绍的工作流程以及绘制出的顺序功能流程图,在PLC编程器中编制出梯形图程序,如图9-10所示。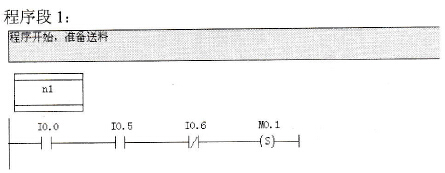
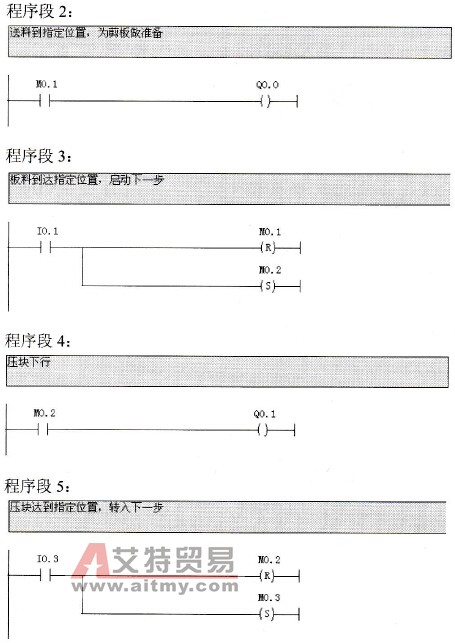
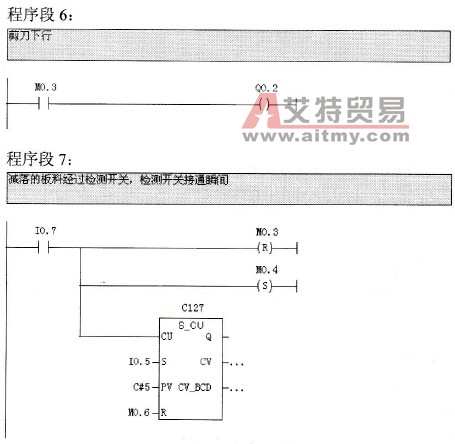
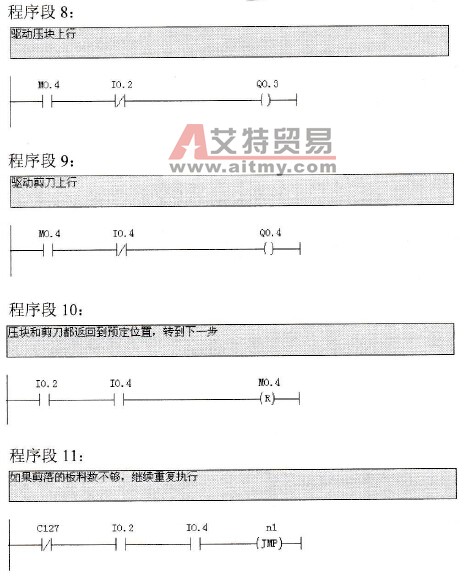
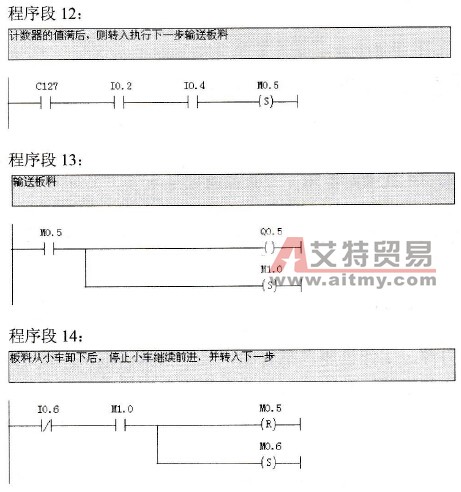
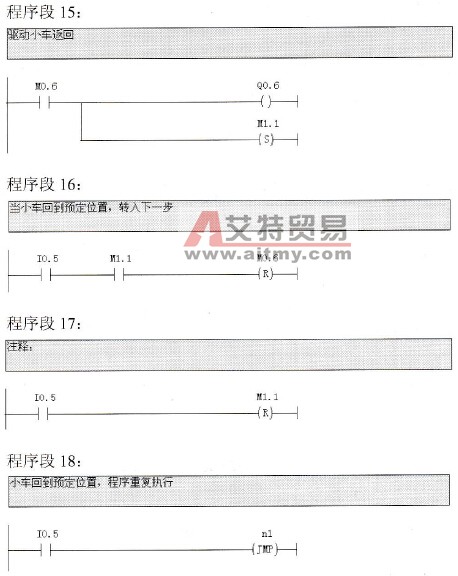 图9-10 自控剪板机的梯形图程序
图9-10 自控剪板机的梯形图程序

 PLC编程的基本规则
PLC编程的基本规则





