

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介冲床是最主要的压力设备,目前我国工业企业中拥有各类冲床。一般国产冲床都用继电器.接触器的控制方式,这种传统控制方式虽然结构简单、抗干扰性能强,但占用的体积大、功能
冲床是最主要的压力设备,目前我国工业企业中拥有各类冲床。一般国产冲床都用继电器.接触器的控制方式,这种传统控制方式虽然结构简单、抗干扰性能强,但占用的体积大、功能少;而且由于它是靠硬线逻辑构成的系统,接线复杂,通用性和灵活性较差。 在国内由于低电压电器质量不过关,这种继电器.接触器控制方式故障率极高,进而导致维护人员多、费用长期居高不下,后期的成本大大增加。而采用微机控制方式由于价格高、抵抗锻压车间恶劣环境的能力差、输入和输出电路不匹配以及编程技术复杂等原因,也不太适合对冲床的控制。因此,20世纪70年代中期出现可编程控制器( Programmable Controller,简称PC)。为了避免和个人计算机Personal Computel-PC相混淆,这里采用可编程逻辑控制器这一称谓(Programmable Logic Controller,简称PLC)。PLC具有编程简单,通用性强,抗锻压车间温度、湿度、振动、电源波动及电磁干扰能力强,可靠性高,体积小,维护方便以及设计、投产、调试周期短等众多优点,非常适合替代过去那种继电器一接触器的传统控制方式。本节将重点介绍冲床自动送料机的PLC控制与设计。 一、冲床自动送料机介绍 在此介绍的冲床自动送料机是一种用于冷挤压套圈类零件的送料机构。送料机应该避免将机械手送料装置与冲床做成一体,因为这种装置不仅不便于维修,而且结构复杂,价格也相对昂贵。此外,国产冲床大部分都是纵向送料,而此种装置是横向送料,不符合国产冲床要求。为此,结合国产冲床的工作特点,应该采用机械手与输送机构配合为主要装置,再辅以自动卸料保护装置。这种设计具有较大的应用价值和推广意义。 二、冲床自动送料机的结构设计 冲床自动送料机主要由机架、电机、料仓、模具、冲床工作台、机械手、隔料盘、工件、输送带、挡料板等部分组成,具体结构如图9-1所示。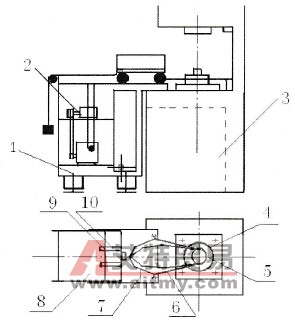 图9-1 冲床自动送料机结构简图 1-机架2电机3-料仓4-模具5冲床工作台 6-机械手7-隔料盘8-工件9-输送带10-挡料板 机架主要用于连接冲床,使机械手固定并使机械手在一定轨道上滑行,固定传递机构、电路元件。 电机主要用于驱动输送机,通过减速器传动至主动轴,主动轴便获得一定的速度,驱动输送带以一定线速度输送工件。工件通过料台进入料道(人工),再通过隔料机构输送至预定位置。 三、冲床自动送料机的PLC控制 机械手(如图9-2所示)需要完成将工件由A移向B的动作,其动作过程如图9-3所示。
图9-1 冲床自动送料机结构简图 1-机架2电机3-料仓4-模具5冲床工作台 6-机械手7-隔料盘8-工件9-输送带10-挡料板 机架主要用于连接冲床,使机械手固定并使机械手在一定轨道上滑行,固定传递机构、电路元件。 电机主要用于驱动输送机,通过减速器传动至主动轴,主动轴便获得一定的速度,驱动输送带以一定线速度输送工件。工件通过料台进入料道(人工),再通过隔料机构输送至预定位置。 三、冲床自动送料机的PLC控制 机械手(如图9-2所示)需要完成将工件由A移向B的动作,其动作过程如图9-3所示。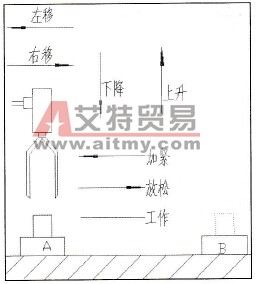 图9-2 机械手示意图
图9-2 机械手示意图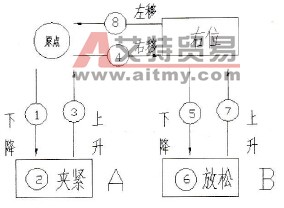 图9-3 机械手动作过程 机械手的每个工作臂上都有限位开关,工作时碰到限位开关,便执行相应运动,而其夹持装置不带限位开关。当到达下限位开关时,机械手开始夹持,PLC内的定时器启动,定时约束,动作完成。当机械手到达B点后,将工件松开的定时器启动,定时结束,工件松开。有关输入、输出点在PLC内的分配如图9-4所示。
图9-3 机械手动作过程 机械手的每个工作臂上都有限位开关,工作时碰到限位开关,便执行相应运动,而其夹持装置不带限位开关。当到达下限位开关时,机械手开始夹持,PLC内的定时器启动,定时约束,动作完成。当机械手到达B点后,将工件松开的定时器启动,定时结束,工件松开。有关输入、输出点在PLC内的分配如图9-4所示。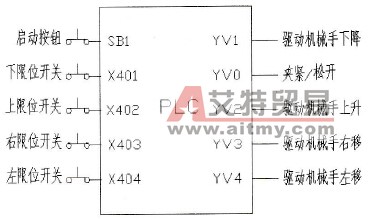 图9-4 PLC内I/O点的分配 执行元件状态如表9-1所示。 表9-1 执行元件状态
图9-4 PLC内I/O点的分配 执行元件状态如表9-1所示。 表9-1 执行元件状态 I/O设备和I/O点编号如表9-2所示。 表9-2 I/O设备和I/O点编号
I/O设备和I/O点编号如表9-2所示。 表9-2 I/O设备和I/O点编号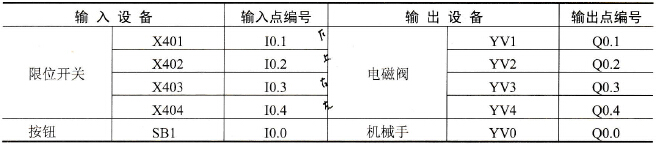 综合上述,机械手的工作过程可以简述如下。 按下启动按钮后,机械手从原点位置开始下降,当碰到下限位开关后停止下降。此时定时器开始计时,机械手执行夹紧动作,定时结束后,夹紧工作也随之完成。 夹紧工作后,机械手沿着下降的路径开始上升,碰到上限位开关时,上升停止。随后,机械手开始右移,直至碰到右限位开关,右移停止。接下来机械手开始下降,碰到下限位开关后,下降停止。定时器再次开始计时,机械手执行松开动作,定时结束后,松开工作也随之完成。随后,机械手沿着下降路径上升,碰到上限位开关后上升停止,执行左移运动,碰到左限位开关后,运动停止,一个送料动作也随之完成。 机械手自动操作流程图如图9-5所示。根据这个图可以完整、清晰地查看机械手运动的过程,便于编程者分析。 根据艾特贸易网前面介绍的编制PLC控制程序的流程,绘制出顺序功能流程图,如图9-6所示。
综合上述,机械手的工作过程可以简述如下。 按下启动按钮后,机械手从原点位置开始下降,当碰到下限位开关后停止下降。此时定时器开始计时,机械手执行夹紧动作,定时结束后,夹紧工作也随之完成。 夹紧工作后,机械手沿着下降的路径开始上升,碰到上限位开关时,上升停止。随后,机械手开始右移,直至碰到右限位开关,右移停止。接下来机械手开始下降,碰到下限位开关后,下降停止。定时器再次开始计时,机械手执行松开动作,定时结束后,松开工作也随之完成。随后,机械手沿着下降路径上升,碰到上限位开关后上升停止,执行左移运动,碰到左限位开关后,运动停止,一个送料动作也随之完成。 机械手自动操作流程图如图9-5所示。根据这个图可以完整、清晰地查看机械手运动的过程,便于编程者分析。 根据艾特贸易网前面介绍的编制PLC控制程序的流程,绘制出顺序功能流程图,如图9-6所示。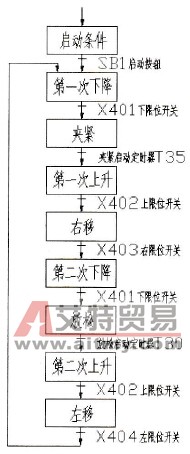 图9-5 机械手自动操作流程图
图9-5 机械手自动操作流程图 图9-6 机械手自动操作的顺序功能流程图 在图9-6中,显示了各个步骤的转换规律以及相邻两个步骤转换的条件。 提示:程序设计者可以根据功能状态转换图方便地进行具体分析,同时它也是建立PLC控制程序的前提。 根据图9-6展示的功能状态的转换关系以及转换条件,在STEP 7软件中选择LAD语言编写出机械手自动控制的程序,具体设计的梯形图程序如图9-7所示。
图9-6 机械手自动操作的顺序功能流程图 在图9-6中,显示了各个步骤的转换规律以及相邻两个步骤转换的条件。 提示:程序设计者可以根据功能状态转换图方便地进行具体分析,同时它也是建立PLC控制程序的前提。 根据图9-6展示的功能状态的转换关系以及转换条件,在STEP 7软件中选择LAD语言编写出机械手自动控制的程序,具体设计的梯形图程序如图9-7所示。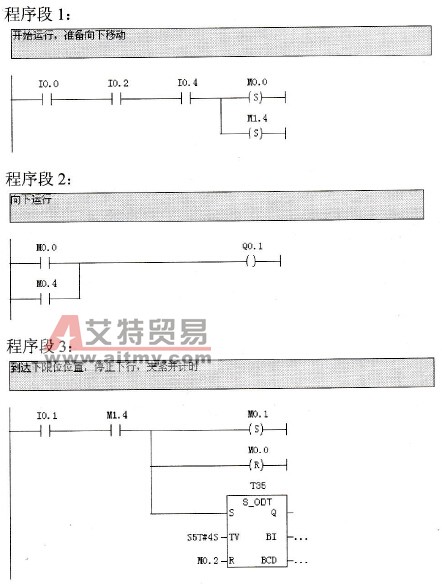
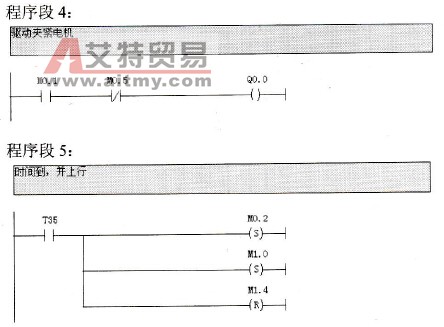
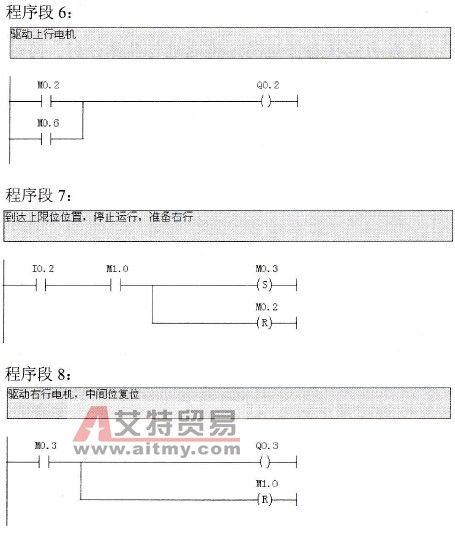
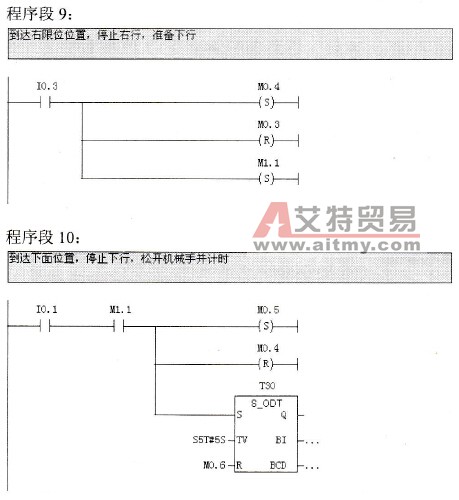
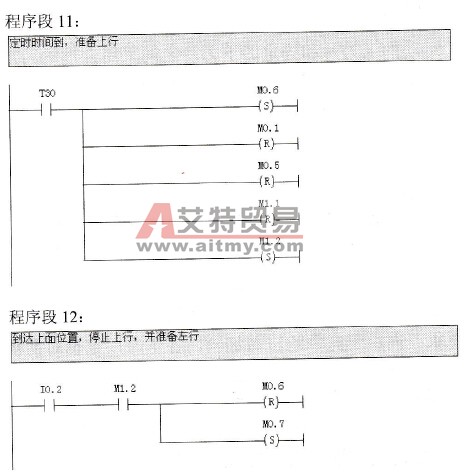
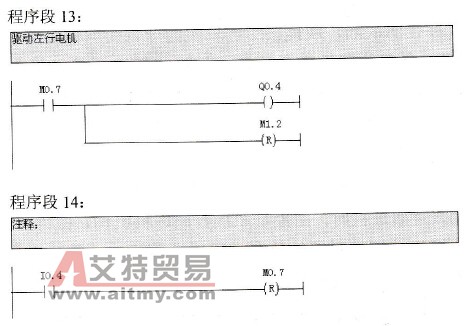 图9-7 机械手自动操作的梯形图程序
图9-7 机械手自动操作的梯形图程序

 PLC编程的基本规则
PLC编程的基本规则





