

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介一、轧机设备和技术介绍 轧钢技术的生产,具有生产效率高、品种多、生产过程连续性强和易于实现自动化等优点,目前已得到广泛的运用。 轧机则是实现金属轧制过程的设备,通过
一、轧机设备和技术介绍 轧钢技术的生产,具有生产效率高、品种多、生产过程连续性强和易于实现自动化等优点,目前已得到广泛的运用。 轧机则是实现金属轧制过程的设备,通过使金属塑性变形进而完成金属的加工。 轧机的主要设备有工作机座和传动装置。工作机座是轧机完成加工的直接基础,传动装置给轧机提供动力源。工作机座包括轧辊、轧辊轴承、机架、轨道、轧辊调整装置、上轧辊平衡装置和换辊装置等,其中轧辊是使金属产生塑性变形的直接作用工具。传动装置则由电动机、减速机、齿轮座和连接轴等组成。通过变速装置可以给轧机提供几种不同的速度,适应各种轧制的需要。 轧制技术按照生产产品的类型可以分为带钢轧制、钢管轧制和型钢轧制等,按照生产过程可以分为初轧、成型轧等过程。 一个产品需要经过不同的轧制过程才能最终生产出来,这样一方面保证了轧件的精度,另一方面也保证了轧机的高效运用。 在轧制过程中,为了生产出满足需要的零件,需要从几个方面来监视零件的加工,进而生产出合格的零件产品。如轧制带材零件的厚度就是轧制过程中经常提到的一个控制因素,生产工人需要对轧制过程中影响厚度的因素进行调整、控制,从而实现标准的零件厚度。 在传统的加工过程中,生产工人需要不时地对生产出的零件进行测量,进而决定如何调节控制轧制的厚度。这样不仅增加工人的劳动量,而且生产效率低、控制的准确性差。 现代轧机正朝着连续化、自动化、专业化生产的方向发展。所谓自动化,就是改变传统生产的人工控制方式,用计算机自动控制技术加以代替。 二、轧制过程分析 图9-11展示了板材在轧钢机中轧制的原理:板材从一个方向依靠辅助传送机构进入到轧辊的缝隙之间,轧辊旋转,从而进行加工。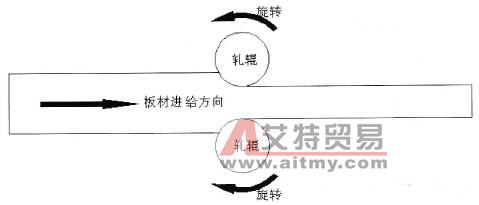 图9-11 扳材轧制原理 提示:轧辊的旋转,一方面使工件水平方向运动,另一方面对工件完成加工。 轧制的过程就是轧辊使金属产生塑性变形和弹性变形的一个综合过程,塑性变形是得到零件的基础,弹性变形影响零件的加工精度。 在轧制的过程中,就是通过对轧辊缝隙的调整来实现工件加工厚度的控制的。在调整轧辊缝隙时除了要考虑加工工件的要求外,还要考虑到弹性变形等因素的综合影响。 三、自控轧钢机结构分析 自控轧钢机的组成如图9-12所示。从中可以看到,下轧辊是固定在机床上的,上轧辊可以上下移动,就是通过调节上轧辊的上下位置来改变两个轧辊之间的间隙,进而完成预定的轧制任务。
图9-11 扳材轧制原理 提示:轧辊的旋转,一方面使工件水平方向运动,另一方面对工件完成加工。 轧制的过程就是轧辊使金属产生塑性变形和弹性变形的一个综合过程,塑性变形是得到零件的基础,弹性变形影响零件的加工精度。 在轧制的过程中,就是通过对轧辊缝隙的调整来实现工件加工厚度的控制的。在调整轧辊缝隙时除了要考虑加工工件的要求外,还要考虑到弹性变形等因素的综合影响。 三、自控轧钢机结构分析 自控轧钢机的组成如图9-12所示。从中可以看到,下轧辊是固定在机床上的,上轧辊可以上下移动,就是通过调节上轧辊的上下位置来改变两个轧辊之间的间隙,进而完成预定的轧制任务。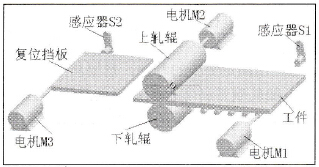 图9-12 自控轧钢机结构 由于轧制前后厚度改变较大的工件一般不能一次直接轧制完毕,因此本系统分3次对工件进行轧制,从而完成加工任务。 整个系统的工作过程如下: (1)当整个机器系统的电源打开时,电机M1和M2旋转,以待传送工件。 (2)工件通过轨道从右边输送进入轧制系统。 (3)感应器S1感应到有工件输送来时,输出高电位,驱动上轧辊按预定下压一定的距离,实现轧制厚度的调节,同时电机M3开始逆时针旋转,并带动复位挡板也逆时针转动,感应器S1复位。 (4)随着轧制的进行,工件不断地向左移动。当感应器S2感应到有工件移动过来时,说明工件的要求轧制长度已经完成,此时感应器S2输出高电位,驱动控制电机M3的电磁阀作用,使电机M3顺时针转动,接着感应器S2复位。 (5)在电机M3顺时针转动的作用下,挡板顺时针转动,推动工进向右移动。当工件移动到感应器S1感应到时,S1又输出高电位,使电机M3逆时针转动,同时驱动上轧辊调节好第二个下压量,进入第二次轧制的过程。 (6)再次重复上述的工作,直到上轧辊完成3次下压量的作用,工件才加工完毕。 (7)系统延时等待加工完毕的工件退出轨道,此时即可进入下一个工件的加工过程。 四、PLC系统运用于轧制过程的控制 1.PLC的I/O节点分配 整个轧钢的过程是一个随时间、工序进行的过程量,在此选择PLC系统来控制,将控制系统进行的各个物理量用PLC的信号来统一控制,进而实现加工任务。PLC系统控制该加工过程,具体的I/O节点分配如表9-6所示。 表9-6 PLC的I/O节点分配
图9-12 自控轧钢机结构 由于轧制前后厚度改变较大的工件一般不能一次直接轧制完毕,因此本系统分3次对工件进行轧制,从而完成加工任务。 整个系统的工作过程如下: (1)当整个机器系统的电源打开时,电机M1和M2旋转,以待传送工件。 (2)工件通过轨道从右边输送进入轧制系统。 (3)感应器S1感应到有工件输送来时,输出高电位,驱动上轧辊按预定下压一定的距离,实现轧制厚度的调节,同时电机M3开始逆时针旋转,并带动复位挡板也逆时针转动,感应器S1复位。 (4)随着轧制的进行,工件不断地向左移动。当感应器S2感应到有工件移动过来时,说明工件的要求轧制长度已经完成,此时感应器S2输出高电位,驱动控制电机M3的电磁阀作用,使电机M3顺时针转动,接着感应器S2复位。 (5)在电机M3顺时针转动的作用下,挡板顺时针转动,推动工进向右移动。当工件移动到感应器S1感应到时,S1又输出高电位,使电机M3逆时针转动,同时驱动上轧辊调节好第二个下压量,进入第二次轧制的过程。 (6)再次重复上述的工作,直到上轧辊完成3次下压量的作用,工件才加工完毕。 (7)系统延时等待加工完毕的工件退出轨道,此时即可进入下一个工件的加工过程。 四、PLC系统运用于轧制过程的控制 1.PLC的I/O节点分配 整个轧钢的过程是一个随时间、工序进行的过程量,在此选择PLC系统来控制,将控制系统进行的各个物理量用PLC的信号来统一控制,进而实现加工任务。PLC系统控制该加工过程,具体的I/O节点分配如表9-6所示。 表9-6 PLC的I/O节点分配
输入量 符 号 输出量 符 号 启动开关 I0.0 电机Ml Q0.1 运行开关 I1.0 电机M2 Q0.2 感应器S1 I0.1 电机M3逆时针转动 Q0.3 感应器S2 I0.2 电机M3顺时针转动 Q0.4 上轧辊给定下压量 Q1.1 定时器 T1 计数器 C100 2.顺序功能流程图 根据前面介绍的整个自控轧钢机的工作流程,可以分析其加工进行的流程完全是一个顺序执行的过程,因此可以建立如图9-13所示的顺序功能流程图。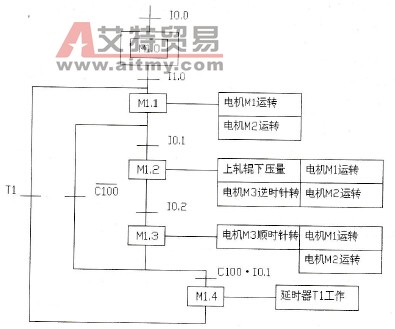 图9-13 自控轧钢机的顺序功能流程图 3.梯形图程序 根据上面的自控轧钢机的工作原理以及工作的顺序功能流程图,编写出PLC控制程序(LAD语言),如图9-14所示。
图9-13 自控轧钢机的顺序功能流程图 3.梯形图程序 根据上面的自控轧钢机的工作原理以及工作的顺序功能流程图,编写出PLC控制程序(LAD语言),如图9-14所示。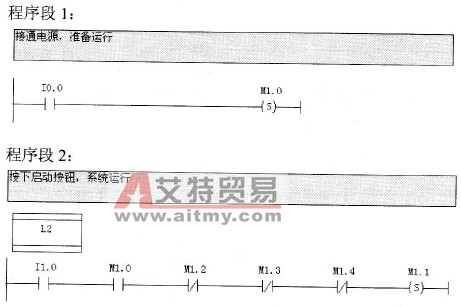
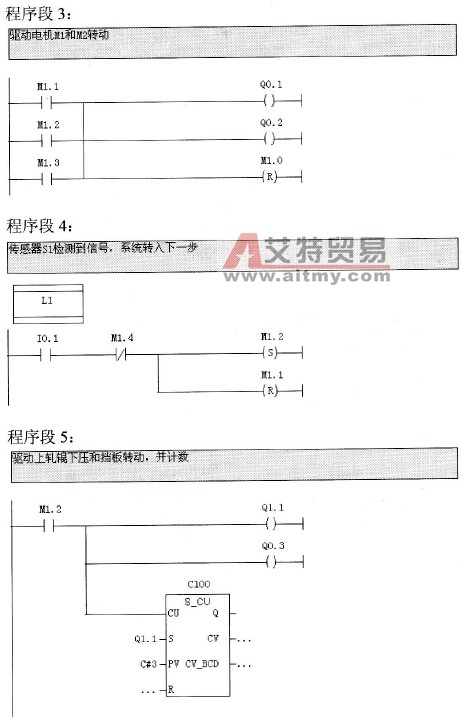
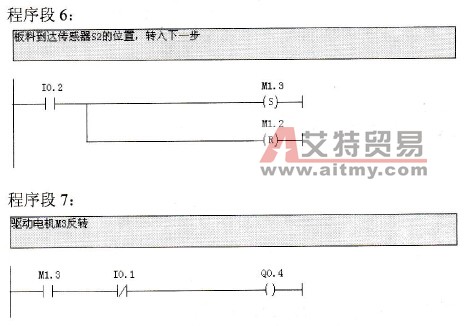
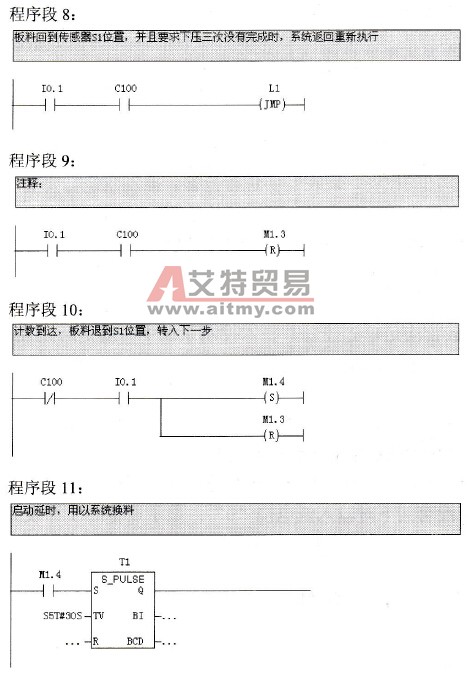
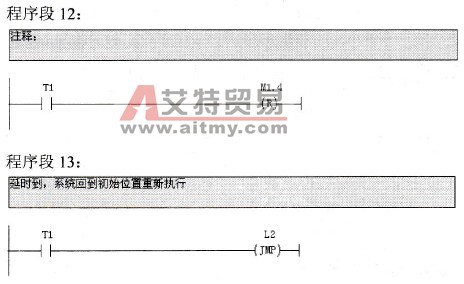 图9-14 自控轧钢机的梯形图程序
图9-14 自控轧钢机的梯形图程序

 PLC编程的基本规则
PLC编程的基本规则





