

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介一、应用背景与需求 在化工、冶金、轻工等行业中,大量遇到随动控制,即系统的输出值能够紧密地跟踪设定的系统输入值。这类系统中,包括单参量的随动控制系统和多参量的随动控
一、应用背景与需求 在化工、冶金、轻工等行业中,大量遇到随动控制,即系统的输出值能够紧密地跟踪设定的系统输入值。这类系统中,包括单参量的随动控制系统和多参量的随动控制系统两类。以双参量随动控制系统为例,它的某一参量的输出值又作为另一参量的设定值,两个参量除自身的稳定外,要求它们之间有一定的比例关系。 对于多参量随动控制系统,如果采用常规仪表对此类系统进行控制,由于接线复杂、精度低及故障较多,影响设备的工效,因此宜采用计算机进行控制。PLC作为一种通用的工业控制计算机,完全适合于这类随动系统的控制。因此,本节将以某工厂刨花板生产线的搅拌机系统为例,介绍PLC在双参量随动控制系统的应用。 二、PLC双参量随动控制系统设计 1.工艺过程及控制要求 如图9.15所示为搅拌机工艺流程示意图。刨花由螺旋给料机供给,压力传感器检测刨花量,胶由胶泵供给,用电磁流量计检测胶流量:刨花和胶要按一定的比率送到搅拌机内搅拌,然后混料供给下一工序(热压机)蒸压成型。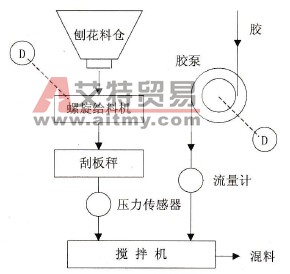 图9.15 搅拌机工艺流程示意图 要求控制器控制刨花量变和胶量恒定,并有一定的比率关系,即胶量随刨花量的变化而变化.精度要求小于3%。 根据控制要求,刨花回路采用比例控制,胶回路采用PI控制,其控制原理方框图如图9.16所示。随动选择开关用于选择随动方式。PLC输出驱动可控硅调速装置,及螺旋给料机驱动器,分别控制胶泵直流电机和螺旋给料机驱动电机的转速。
图9.15 搅拌机工艺流程示意图 要求控制器控制刨花量变和胶量恒定,并有一定的比率关系,即胶量随刨花量的变化而变化.精度要求小于3%。 根据控制要求,刨花回路采用比例控制,胶回路采用PI控制,其控制原理方框图如图9.16所示。随动选择开关用于选择随动方式。PLC输出驱动可控硅调速装置,及螺旋给料机驱动器,分别控制胶泵直流电机和螺旋给料机驱动电机的转速。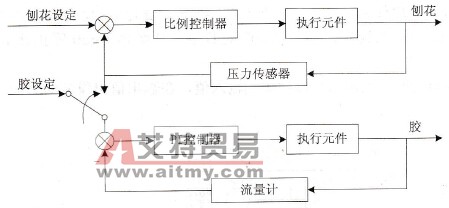 图9.16 搅拌机控制系统原理方框图 2.硬件选择 在PLC控制系统设计中,选用一台F1-40MR主机作为基本单元,一台F2-6A-E模拟量单元进行模拟量的输入与输出,其硬件配置如图9.17所示。根据系统的实际需要,基本单元剩余的输入/输出点可作其他用途,比如可以用于连接数字拨码开关,进行数据设定;可以连接数码管,显示数据。
图9.16 搅拌机控制系统原理方框图 2.硬件选择 在PLC控制系统设计中,选用一台F1-40MR主机作为基本单元,一台F2-6A-E模拟量单元进行模拟量的输入与输出,其硬件配置如图9.17所示。根据系统的实际需要,基本单元剩余的输入/输出点可作其他用途,比如可以用于连接数字拨码开关,进行数据设定;可以连接数码管,显示数据。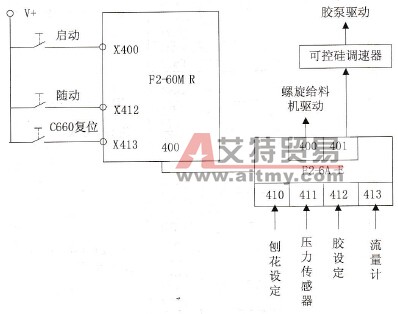 图9.17 搅拌机控制系统硬件配置图 三、双参量随动控制梯形图设计 用F1系列PLC设计的梯形图如图9.18所示,说明如下。 (1)刨花设定CH410通道和刨花反馈CH411通道经A/D变换后做差值运算,并取绝对值,然后乘比例系数P-2,由CH400通道输出。 (2)当随动条件接通,刨花的反馈量用做胶的给定量,反之,胶单独供给。 (3)在两种情况下,给定量和反馈量做差值运算送D707数据寄存器,然后做积分运算,本程序积分运算用计数器C660来实现。 (4)当输入值变化,D707数值变化时,如果计数器C660的现实值小于D707的数值,计数器C660做加计数(由M471加/减计数方式设定);反之,计数器C660作为减计数使用。如果C660的现实值等于D707的数值,计数器C660停止计数。这一过程即为积分过程。 (5)在系统启动时,输出值缓慢增加到输入值,在输出值出现波动的情况下,积分器抑制输入值的波动。
图9.17 搅拌机控制系统硬件配置图 三、双参量随动控制梯形图设计 用F1系列PLC设计的梯形图如图9.18所示,说明如下。 (1)刨花设定CH410通道和刨花反馈CH411通道经A/D变换后做差值运算,并取绝对值,然后乘比例系数P-2,由CH400通道输出。 (2)当随动条件接通,刨花的反馈量用做胶的给定量,反之,胶单独供给。 (3)在两种情况下,给定量和反馈量做差值运算送D707数据寄存器,然后做积分运算,本程序积分运算用计数器C660来实现。 (4)当输入值变化,D707数值变化时,如果计数器C660的现实值小于D707的数值,计数器C660做加计数(由M471加/减计数方式设定);反之,计数器C660作为减计数使用。如果C660的现实值等于D707的数值,计数器C660停止计数。这一过程即为积分过程。 (5)在系统启动时,输出值缓慢增加到输入值,在输出值出现波动的情况下,积分器抑制输入值的波动。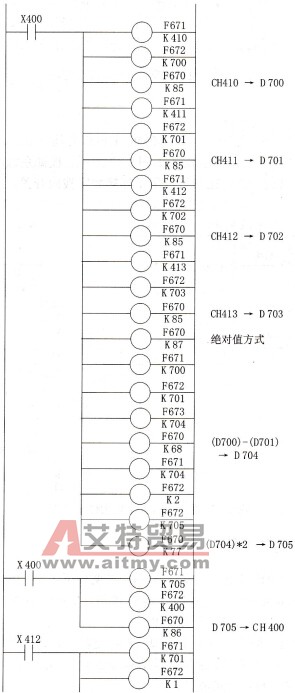
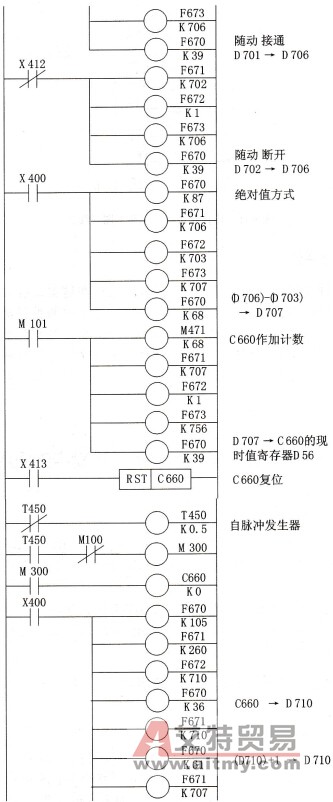
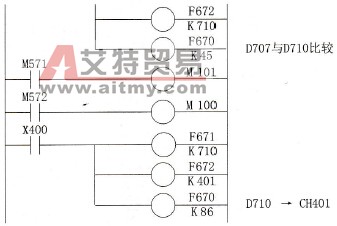 图9.18 搅拌机系统控制梯形图 四、总结与评价 随动控制是一种典型的带有反馈的闭环控制,PLC在这类系统中的应用首先要解决两个问题:一是利用模拟量输入单元完成对反馈信号的实时数据采集,二是根据被控系统的特点实现一定的控制算法。现代PLC在模拟信号I/O及数据运算方面,无论在硬件方面,还是在指令系统方面,都有了很强的功能,使用上也非常方便。因此,PLC不仅能够完成大量开关量信号的控制,还可以完成对随动系统的控制,更加适应复杂系统的控制要求。
图9.18 搅拌机系统控制梯形图 四、总结与评价 随动控制是一种典型的带有反馈的闭环控制,PLC在这类系统中的应用首先要解决两个问题:一是利用模拟量输入单元完成对反馈信号的实时数据采集,二是根据被控系统的特点实现一定的控制算法。现代PLC在模拟信号I/O及数据运算方面,无论在硬件方面,还是在指令系统方面,都有了很强的功能,使用上也非常方便。因此,PLC不仅能够完成大量开关量信号的控制,还可以完成对随动系统的控制,更加适应复杂系统的控制要求。

 PLC编程的基本规则
PLC编程的基本规则





