

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介注塑机是塑料加工行业的主要设备,能加工各种热塑性或热固性塑料。注塑机通常由闭模和注塑两大部分组成,颗粒状原料经过柱塞或螺杆压入料筒,加热熔化后,在一定的注射速度和
注塑机是塑料加工行业的主要设备,能加工各种热塑性或热固性塑料。注塑机通常由闭模和注塑两大部分组成,颗粒状原料经过柱塞或螺杆压入料筒,加热熔化后,在一定的注射速度和压力下,注射到模具内,经保压后凝固成所需要的塑料制品。下面以注塑机为例,分析PLC在顺序控制系统中的应用。 一、注塑机的工艺要求 注塑机生产一个产品一般要经过闭模、合闸、稳压、整进、注射、保压、预塑、解压、开闸、起模、顶出产品等工序。这些动作均由电磁阀控制液压回路来完成。注塑机的工作方式有手动和自动循环两种方式。其自动循环时的工艺流程如图7-14所示。从图7-14中可以看出,注塑机的控制过程是顺序控制。它的工作是从闭模开始一步一步有条不紊进行的,每个工步执行指令使电磁阀动作,用行程开关SQ1~SQ8和工艺过程时间(T37、T38、T39)来判断每一步是否完成,且只有当前一个工步完成后才能进入下一工步。也就是说,下一步的接通条件取决于上一步的逻辑结果以及附加在这一步上的其他条件。除了自动工作方式之外,为了方便设备的调整及单件产品生产,注塑机还设有手动工作方式。所谓手动,是为注塑机的每一个工步都设置一个按钮,当某个按钮按下时,机器就执行该按钮对应的工步动作。 二、确定PLC输入、输出点数及型号,设计PLC控制输入、输出电路图 根据对注塑机自动循环时的工艺流程图的分析,其输入信号有安全门开关SQ1、SQ2,行程开关SQ3~SQ8,压力继电器触点KP,自动循环起动按钮SB1和停止按钮SB2,工作方式选择开关SA(闭合时为自动循环状态、断开时为手动状态),以及各工步手动按钮SB3~SB12;该注塑机的执行器件有YV1~YV8共八个电磁阀。根据以上输入输出器件的数量,选用西门子可编程控制器中的CPU226,交流供电,继电器输出(24点输入/16点输出)。其输入、输出电路如图7-15所示。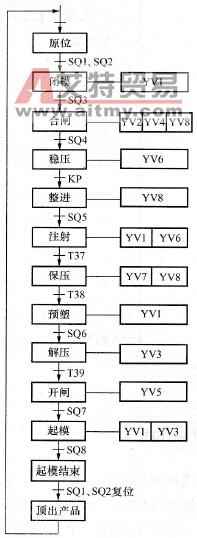 图7-14 注塑机自动循环状态工艺流程
图7-14 注塑机自动循环状态工艺流程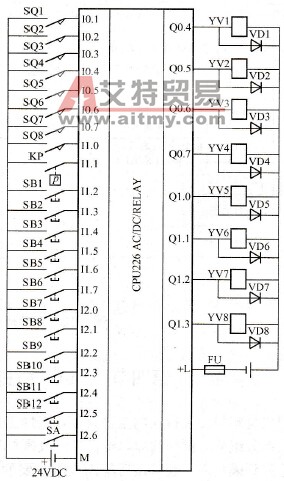 图7-15 注塑机PLC输入、输出接线图 三、注塑机的程序设计 1.程序方案的研判 采用可编程序控制器时,可以有许多方法实现顺序控制。如前两例已用过的“顺控继电器法”。但并不是所有的PLC都具有顺控继电器这样的专用元件。在第五章中还介绍过用复置位指令实现状态法编程的方法,在本例中将再介绍使用移位指令实现状态编程的方法。这些方法在没有状态编程专用指令的PLC中实现状态编程非常有用。 移位指令实现状态法编程的要点是以序号相连的一串辅助继电器代表状态法程序中的一系列状态。当这些辅助继电器中的某一位置1时代表相应的状态的激活。而“1”的移位则表示状态的转移,并让“1”作为程序段的开关形成程序段的隔离。利用移位指令以上的要求都很容易实现。只是没有使用专用器件、专用指令时方便罢了。 2.状态流程图的绘制 使用辅助继电器及移位指令完成步序程序时的编程操作与使用专用器件及指令时的状态法编程操作是类似的。首先,选用一些连续的辅助继电器代表控制中的各个步序,比如图7-14中从“原位”至“起模”的各个工步(“起模结束”和“顶出产品”时电磁阀不动作,不当成工步)选用M12.0~M11.2(即移位单元占用MW11)。考虑注塑机还有手动控制要求,用M10.0、M10.1、M10.2代表注塑机的初始化状态、自动状态和手动状态,并选用M14.0至M13.1十个辅助继电器代表手动时的各个步序。这里要说明的是,代表手动及初始化等工步的辅助继电器的选用并不一定是连续的。 器件选取完毕后再将控制过程中各工步之间的关系用图表的方式表达出来,这就是绘状态流程图。如图7-16所示,注塑机的状态流程图有两大部分,左边为手动部分,右边为自动部分。在自动部分功能图中,M12.0~M11.2代表自动操作一个周期的工作过程。如M12.0为原位,M12.1为合模,M11.2为起模等。各个工步间有竖线相连表示工步间的关系.表达工步关系的竖线上又有短横线用来表示工步间转换的条件,如原位与合模间的转换条件是SQ1、SQ2 (I0.1及I0.2)置1。此外代表工步的辅助继电器框外还绘有此工步时PLC应有的输出,如合模工步时,电磁阀YV1( Q0.4)置1。除了自动工步,图7-8对初始化、手动自动选择及各个手动工步也作了安排,安排的内容都是一样的,即各个工步间的联系,各工步间转换的条件,各个工步要完成的任务等。在功能图中还有一点是很重要的:后续工步的激活就要关闭前序工步,比如,当按钮SB3按下时,注塑机将从手动待命状态(M10.2工步)转换到手动合模状态(M14.0工步),这时M10.2工步就关闭,同理,当按钮SB3在启动合模后松开时,工步M14.0复位,工步M10.0应置1。
图7-15 注塑机PLC输入、输出接线图 三、注塑机的程序设计 1.程序方案的研判 采用可编程序控制器时,可以有许多方法实现顺序控制。如前两例已用过的“顺控继电器法”。但并不是所有的PLC都具有顺控继电器这样的专用元件。在第五章中还介绍过用复置位指令实现状态法编程的方法,在本例中将再介绍使用移位指令实现状态编程的方法。这些方法在没有状态编程专用指令的PLC中实现状态编程非常有用。 移位指令实现状态法编程的要点是以序号相连的一串辅助继电器代表状态法程序中的一系列状态。当这些辅助继电器中的某一位置1时代表相应的状态的激活。而“1”的移位则表示状态的转移,并让“1”作为程序段的开关形成程序段的隔离。利用移位指令以上的要求都很容易实现。只是没有使用专用器件、专用指令时方便罢了。 2.状态流程图的绘制 使用辅助继电器及移位指令完成步序程序时的编程操作与使用专用器件及指令时的状态法编程操作是类似的。首先,选用一些连续的辅助继电器代表控制中的各个步序,比如图7-14中从“原位”至“起模”的各个工步(“起模结束”和“顶出产品”时电磁阀不动作,不当成工步)选用M12.0~M11.2(即移位单元占用MW11)。考虑注塑机还有手动控制要求,用M10.0、M10.1、M10.2代表注塑机的初始化状态、自动状态和手动状态,并选用M14.0至M13.1十个辅助继电器代表手动时的各个步序。这里要说明的是,代表手动及初始化等工步的辅助继电器的选用并不一定是连续的。 器件选取完毕后再将控制过程中各工步之间的关系用图表的方式表达出来,这就是绘状态流程图。如图7-16所示,注塑机的状态流程图有两大部分,左边为手动部分,右边为自动部分。在自动部分功能图中,M12.0~M11.2代表自动操作一个周期的工作过程。如M12.0为原位,M12.1为合模,M11.2为起模等。各个工步间有竖线相连表示工步间的关系.表达工步关系的竖线上又有短横线用来表示工步间转换的条件,如原位与合模间的转换条件是SQ1、SQ2 (I0.1及I0.2)置1。此外代表工步的辅助继电器框外还绘有此工步时PLC应有的输出,如合模工步时,电磁阀YV1( Q0.4)置1。除了自动工步,图7-8对初始化、手动自动选择及各个手动工步也作了安排,安排的内容都是一样的,即各个工步间的联系,各工步间转换的条件,各个工步要完成的任务等。在功能图中还有一点是很重要的:后续工步的激活就要关闭前序工步,比如,当按钮SB3按下时,注塑机将从手动待命状态(M10.2工步)转换到手动合模状态(M14.0工步),这时M10.2工步就关闭,同理,当按钮SB3在启动合模后松开时,工步M14.0复位,工步M10.0应置1。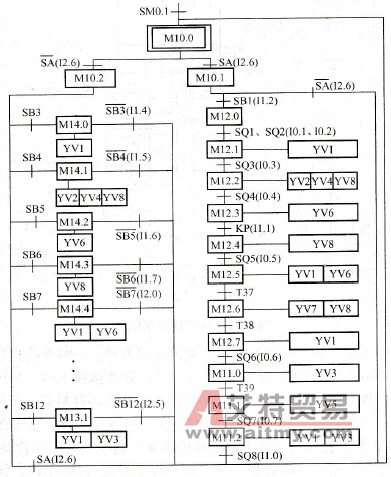 图7-16 注塑机功能表图 3.梯形图的设计 梯形图在状态流程图基础上设计。程序一般分为两大部分。其一是用程序语言说明状态流程图中代表各工步的辅助继电器的复位、置位条件,其二是说明代表各工步的辅助继电器与输出的关系。 注塑机的梯形图如图7-17所示,图中支路1为起动及停止控制,按下SB1(I1.2)时注塑机进入工作状态,此后按下SB2(I1.3)时停止工作。支路2~33则是说明功能表图中代表各工步的辅助继电器的复位、置位条件的。支路34~41则为第二部分。
图7-16 注塑机功能表图 3.梯形图的设计 梯形图在状态流程图基础上设计。程序一般分为两大部分。其一是用程序语言说明状态流程图中代表各工步的辅助继电器的复位、置位条件,其二是说明代表各工步的辅助继电器与输出的关系。 注塑机的梯形图如图7-17所示,图中支路1为起动及停止控制,按下SB1(I1.2)时注塑机进入工作状态,此后按下SB2(I1.3)时停止工作。支路2~33则是说明功能表图中代表各工步的辅助继电器的复位、置位条件的。支路34~41则为第二部分。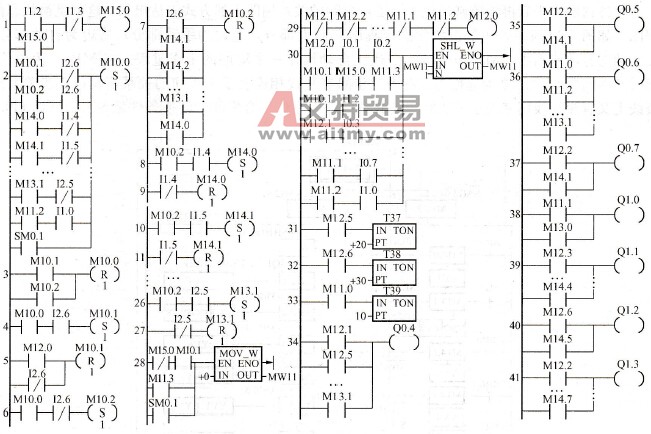 图7-17 注塑机梯形图 在支路2~33的梯形图中又有两种不同的复置位实现方法,一种是直接使用复置位指令,图中针对初始化工步( M10.0)、手动选择工步(M10.2)、自动选择工步(M10.1)及所有的手动操作工步都是采用的这种方法。采用这种方法时要注意的是要将针对某一个辅助继电器的复置位条件全部列举出来,比如针对M10.0功能表图中共有14种置位条件(梯形图中作了省略,某些条件没有列出)。第二种复置位实现方法为使用移位指令,这主要是用于自动循环控制中。 本例中所用的移位指令是字左移指令SHL,所选存储单元为字MW11,移位涉及梯形图28、29及30等支路。其中支路28为清零,在自动工步( M10.1)及有起动信号时将MW11清零。支路29为置1,在M12.1~M11.2均为零时使M12.0置1。之后每接到一次移位信号,这个1就从低位向高位左移1位,以形成M12.1至M11.2依次为1的情况。而当M11.3为1时,将MW11再次清零。移位信号则是指指令功能框EN端连接的触点块区域,每一组触点的串联组合都为一次移位信号。 支路34~41程序的编制就相对简单多了,主要是对照各工步中的输出要求,用辅助继电器作为输出的条件绘出。梯形图7-17中对输出条件也作了不少的省略,读者可自行查找补足。
图7-17 注塑机梯形图 在支路2~33的梯形图中又有两种不同的复置位实现方法,一种是直接使用复置位指令,图中针对初始化工步( M10.0)、手动选择工步(M10.2)、自动选择工步(M10.1)及所有的手动操作工步都是采用的这种方法。采用这种方法时要注意的是要将针对某一个辅助继电器的复置位条件全部列举出来,比如针对M10.0功能表图中共有14种置位条件(梯形图中作了省略,某些条件没有列出)。第二种复置位实现方法为使用移位指令,这主要是用于自动循环控制中。 本例中所用的移位指令是字左移指令SHL,所选存储单元为字MW11,移位涉及梯形图28、29及30等支路。其中支路28为清零,在自动工步( M10.1)及有起动信号时将MW11清零。支路29为置1,在M12.1~M11.2均为零时使M12.0置1。之后每接到一次移位信号,这个1就从低位向高位左移1位,以形成M12.1至M11.2依次为1的情况。而当M11.3为1时,将MW11再次清零。移位信号则是指指令功能框EN端连接的触点块区域,每一组触点的串联组合都为一次移位信号。 支路34~41程序的编制就相对简单多了,主要是对照各工步中的输出要求,用辅助继电器作为输出的条件绘出。梯形图7-17中对输出条件也作了不少的省略,读者可自行查找补足。

 PLC编程的基本规则
PLC编程的基本规则





