

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介联合烫剪机是人造毛皮生产的专用设备。它先烫后剪,一次性完成毛皮后整理的两个重要工序,工作效率高,产品质量好。在采用 PLC 作为中心控制单元后,自动化程度得到了大大提高
联合烫剪机是人造毛皮生产的专用设备。它先烫后剪,一次性完成毛皮后整理的两个重要工序,工作效率高,产品质量好。在采用PLC作为中心控制单元后,自动化程度得到了大大提高,具有自动避让布缝及断针检测等多种保护功能,深受人造毛皮厂家的欢迎。以下以MB322型联合烫剪机为例说明PLC在联合烫剪设备上的应用。 一、MB322型联合烫剪机的构造及人造毛皮后整理的工艺过程 MB322型联合烫剪机是一种流水作业式生产设备,其机构构成及工艺过程示意如图7-18所示。从图中可以看出,待整理的人造毛皮经导向辊、张紧辊展开并绷紧在各个加工面上,在驱动辊(布牵引辊)的带动下边前进边加工。依加工整理工序过程,人造皮毛先经过金属探测器,该工序的目的是检出前面生产工序中可能夹带在毛皮中的金属断针,以保障烫剪安全。其二是经过毛皮接缝检测器,因为接缝处无毛不宜经过剪毛工序。接下去是先烫后剪,加工完成后的人造毛皮最后经摆动辊折叠打包成为成品。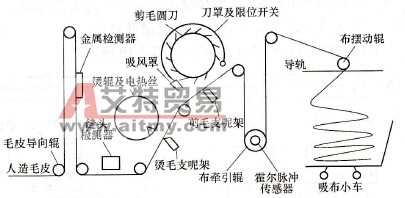 图7-18 MB322型烫剪机构成及毛皮后整理工艺示意图 在MB322型联合烫剪机中,烫毛工艺是烫辊完成的,烫辊是一种电加热的圆筒形设备,由电动机带动高速旋转,在加热到一定温度后与人造毛皮接触,完成烫毛工序。烫辊的温度由温控仪手动控制。烫辊与人造皮毛的接触依赖烫毛支呢架,该架为一气动装置,当经电磁阀送人高压空气时支起,使人造毛皮与烫辊接触,当关断电磁阀放掉压缩气缸中的气体时,支呢架下落,人造毛皮与烫辊分离。由于烫辊是加热且又高速旋转的,为了使烫辊不发生与平衡位置有关的热变形,烫辊需先起动旋转再加热,高温停车时需在停止加热后30min停车,为了实现这一要求,温控仪除了提供烫辊加工温度调节外,还提供一路烫辊热状态的信号用于烫辊的停车控制。 剪毛工序是剪辊完成的,剪辊是高速旋转的圆盘剪刀,正转时用于剪毛,反转时用于磨刀。剪辊加工前也不与人造毛皮接触,剪毛时经剪毛支呢架将毛皮推向刀口,剪毛支呢架的工作情况与烫毛支呢架类似。 在MB322型联合烫剪机中,人造毛皮的向前行进称为布进,布进用来加工生产,布进由驱动辊电动机实现,电动机为交流电机,采用变频调速以改变布进速度适应不同规格产品的需要。驱动辊电动机还需反转,反转时为布退,布退用于加工位置的调节。MB322型联合烫剪机中,摆布辊也需调速,也采用变频器实现,以上两变频器的速度调节均在变频器面板上手动完成。 二、MB322型联合烫剪机的操作控制要求及控制系统配置 MB322型联合烫剪机各部件的操作控制要求如下: (1)系统配置空气压缩机一台,用于产生烫辊支呢架及剪辊支呢架操作所需压缩空气。空气压缩机设启动、停止按钮各1只。 (2)系统配置吸风机一台,用于吸走剪辊中剪下的断毛。吸风机电动机设启动、停止按钮各1只。 (3)烫辊电动机需要正转,设启动、停止按钮各1只,烫辊在热态停车时,需延时30min停止转动。 (4)剪辊需正反转,剪辊电动机设正、反及停止按钮各1只。 (5)布驱动辊电动机及摆布辊电动机采用变频拖动,布驱动电机为正反转,设布进、布退启动按钮各1只,布停按钮1只。摆布辊电动机为正转,设启动及停止按钮各1只。 (6)烫辊支呢架及剪辊支呢架设开关控制,当开关接通时,支呢架升起,开关断开时支架落下。 根据生产的安全及工艺要求,MB322型联合烫剪机还有以下联锁控制要求: 1)系统只有在剪辊剪刀罩安放到位,刀罩限位开关接通时方可操作。 2)吸风机仅在剪辊正转时才能启动。 3)仅在布进状态时,摆布辊电动机才能得电,烫毛支呢架及剪毛支呢架才能升起。 4)当金属探测器检出断针时,蜂鸣器发声报警,剪辊、烫毛支呢架、剪毛支呢架、布驱动辊均须立即停止,等查出并排除断针后系统方可再次启动。 5)当缝头检测限位开关发现缝头,并发出缝头信号时,系统将启动避缝程序,使布缝通过剪辊时,剪毛支呢架下降片刻以使布缝避开剪刀。 MB322型联合烫剪机主电路图如图7-19所示。
图7-18 MB322型烫剪机构成及毛皮后整理工艺示意图 在MB322型联合烫剪机中,烫毛工艺是烫辊完成的,烫辊是一种电加热的圆筒形设备,由电动机带动高速旋转,在加热到一定温度后与人造毛皮接触,完成烫毛工序。烫辊的温度由温控仪手动控制。烫辊与人造皮毛的接触依赖烫毛支呢架,该架为一气动装置,当经电磁阀送人高压空气时支起,使人造毛皮与烫辊接触,当关断电磁阀放掉压缩气缸中的气体时,支呢架下落,人造毛皮与烫辊分离。由于烫辊是加热且又高速旋转的,为了使烫辊不发生与平衡位置有关的热变形,烫辊需先起动旋转再加热,高温停车时需在停止加热后30min停车,为了实现这一要求,温控仪除了提供烫辊加工温度调节外,还提供一路烫辊热状态的信号用于烫辊的停车控制。 剪毛工序是剪辊完成的,剪辊是高速旋转的圆盘剪刀,正转时用于剪毛,反转时用于磨刀。剪辊加工前也不与人造毛皮接触,剪毛时经剪毛支呢架将毛皮推向刀口,剪毛支呢架的工作情况与烫毛支呢架类似。 在MB322型联合烫剪机中,人造毛皮的向前行进称为布进,布进用来加工生产,布进由驱动辊电动机实现,电动机为交流电机,采用变频调速以改变布进速度适应不同规格产品的需要。驱动辊电动机还需反转,反转时为布退,布退用于加工位置的调节。MB322型联合烫剪机中,摆布辊也需调速,也采用变频器实现,以上两变频器的速度调节均在变频器面板上手动完成。 二、MB322型联合烫剪机的操作控制要求及控制系统配置 MB322型联合烫剪机各部件的操作控制要求如下: (1)系统配置空气压缩机一台,用于产生烫辊支呢架及剪辊支呢架操作所需压缩空气。空气压缩机设启动、停止按钮各1只。 (2)系统配置吸风机一台,用于吸走剪辊中剪下的断毛。吸风机电动机设启动、停止按钮各1只。 (3)烫辊电动机需要正转,设启动、停止按钮各1只,烫辊在热态停车时,需延时30min停止转动。 (4)剪辊需正反转,剪辊电动机设正、反及停止按钮各1只。 (5)布驱动辊电动机及摆布辊电动机采用变频拖动,布驱动电机为正反转,设布进、布退启动按钮各1只,布停按钮1只。摆布辊电动机为正转,设启动及停止按钮各1只。 (6)烫辊支呢架及剪辊支呢架设开关控制,当开关接通时,支呢架升起,开关断开时支架落下。 根据生产的安全及工艺要求,MB322型联合烫剪机还有以下联锁控制要求: 1)系统只有在剪辊剪刀罩安放到位,刀罩限位开关接通时方可操作。 2)吸风机仅在剪辊正转时才能启动。 3)仅在布进状态时,摆布辊电动机才能得电,烫毛支呢架及剪毛支呢架才能升起。 4)当金属探测器检出断针时,蜂鸣器发声报警,剪辊、烫毛支呢架、剪毛支呢架、布驱动辊均须立即停止,等查出并排除断针后系统方可再次启动。 5)当缝头检测限位开关发现缝头,并发出缝头信号时,系统将启动避缝程序,使布缝通过剪辊时,剪毛支呢架下降片刻以使布缝避开剪刀。 MB322型联合烫剪机主电路图如图7-19所示。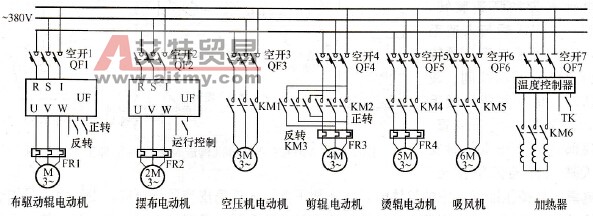 图7-19 MB322型烫剪机主电路 根据以上操作及控制要求,清点MB322型联合烫剪机输入输出器件数量,选取S7-200系列CPU226AC/DC/RELAY型PLC为主控设备。绘PLC端口接线图如图7-20所示。 三、MB322型联合烫剪机PLC程序设计 MB322型联合烫剪机PLC程序采用梯形图设计,如图7-21所示。从MB322型联合烫剪机的控制要求不难知道,该梯形图可先针对各个输出以启一保停电路为基本模式绘出基本电路,再在基本电路上增加表示各个输出间制约及联系的触点。比如针对布进输出Q0.0可选绘出基本启-保-停电路:I0.3启动,I0.5停止,Q0.0置1及自保后,再在该支路上添绘急停控制及金属检测等信号控制而成。
图7-19 MB322型烫剪机主电路 根据以上操作及控制要求,清点MB322型联合烫剪机输入输出器件数量,选取S7-200系列CPU226AC/DC/RELAY型PLC为主控设备。绘PLC端口接线图如图7-20所示。 三、MB322型联合烫剪机PLC程序设计 MB322型联合烫剪机PLC程序采用梯形图设计,如图7-21所示。从MB322型联合烫剪机的控制要求不难知道,该梯形图可先针对各个输出以启一保停电路为基本模式绘出基本电路,再在基本电路上增加表示各个输出间制约及联系的触点。比如针对布进输出Q0.0可选绘出基本启-保-停电路:I0.3启动,I0.5停止,Q0.0置1及自保后,再在该支路上添绘急停控制及金属检测等信号控制而成。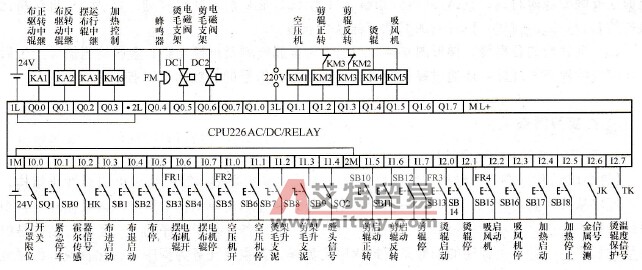 图7-20 MB322型联合烫剪机PLC输入输出口接线图
图7-20 MB322型联合烫剪机PLC输入输出口接线图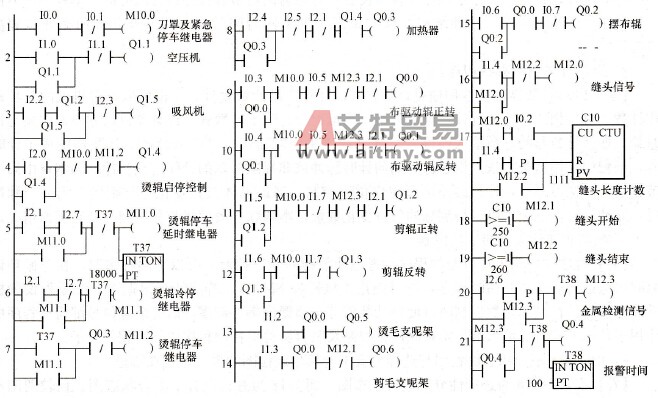 图7-21 MB322型联合烫剪机梯形图 以下仅对几项特殊功能的实现作简单的说明。 (1)烫辊停车控制。烫辊停车按钮按下时有两种情况,一是烫辊高温,温控仪送来的信号使I2.7置1,这时需在停止加热的前提下启动定时器T37,实现延时控制,一是烫辊低温,温控仪送来的信号使I2.7置0,这时可直接停车。梯形图见5~7支路。 (2)剪刀避缝。由于缝头检测器的安装位置离剪刀位置有一定的布程。需在缝头检测器发出缝头信号后过一段时间再松剪毛支呢架。为了实现准确的控制,在布驱动辊边沿上装有磁铁,并用霍尔传感器检测磁场的变化,驱动辊每转一圈,磁铁使霍尔传感器产生一个脉冲信号。再将以上所说的布程折算为脉冲的个数,用PLC的计数器来实现这一布程控制。梯形图中支路16~19即是完成这一功能的梯形图支路。支路16检测出布缝后启动计数器C10,支路18由比较指令得出剪毛支呢架降落时刻,支路19得到布缝走完剪毛支呢架重新升起时刻。18及19两支路比较数据的差别,260-250=10个脉冲代表了缝头的长度。 (3)金属检测及报警。梯形图支路20及21为金属检测及报警支路。金属检测信号产生后除了作相应的停车处理外,还通过蜂鸣器发出声音信号,信号的长短由T38控制。
图7-21 MB322型联合烫剪机梯形图 以下仅对几项特殊功能的实现作简单的说明。 (1)烫辊停车控制。烫辊停车按钮按下时有两种情况,一是烫辊高温,温控仪送来的信号使I2.7置1,这时需在停止加热的前提下启动定时器T37,实现延时控制,一是烫辊低温,温控仪送来的信号使I2.7置0,这时可直接停车。梯形图见5~7支路。 (2)剪刀避缝。由于缝头检测器的安装位置离剪刀位置有一定的布程。需在缝头检测器发出缝头信号后过一段时间再松剪毛支呢架。为了实现准确的控制,在布驱动辊边沿上装有磁铁,并用霍尔传感器检测磁场的变化,驱动辊每转一圈,磁铁使霍尔传感器产生一个脉冲信号。再将以上所说的布程折算为脉冲的个数,用PLC的计数器来实现这一布程控制。梯形图中支路16~19即是完成这一功能的梯形图支路。支路16检测出布缝后启动计数器C10,支路18由比较指令得出剪毛支呢架降落时刻,支路19得到布缝走完剪毛支呢架重新升起时刻。18及19两支路比较数据的差别,260-250=10个脉冲代表了缝头的长度。 (3)金属检测及报警。梯形图支路20及21为金属检测及报警支路。金属检测信号产生后除了作相应的停车处理外,还通过蜂鸣器发出声音信号,信号的长短由T38控制。

 PLC编程的基本规则
PLC编程的基本规则





