

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介1 .内容与要求 启动后,灯 1 发光, 2s 后熄灭,接着灯 2 发光, 2s 后熄灭,最后灯 3 发光,也是 2s 后熄灭。要求: 1) 用按钮 SB1 、 SB2 作启动与停止控制,停止后灯全部熄灭,按 SB1
1.内容与要求 启动后,灯1发光,2s后熄灭,接着灯2发光,2s后熄灭,最后灯3发光,也是2s后熄灭。要求: 1)用按钮SB1、SB2作启动与停止控制,停止后灯全部熄灭,按SB1可重新启动。 2)用开关SA1作自动运行与手动运行控制,SA1闭合时作手动运行,SA1断开时作自动运行。 3)用开关SA2连续运行与单周期运行的控制,SA2闭合时作连续运行,SA2断开时作单周期运行。 4)用开关SA3作单步运行控制,SA3闭合时作单步运行,用启动按钮SB1作步进控制。 5)用带自锁的按钮SB4、SB5、SB6分别作灯1、灯2、灯3的手动发光控制。 2.学习重点 1)学习如何实现自动控制与手动控制。 2)学习具有条件跳转功能的指令“JP”与标号指令“LBL”的运用。 3.实训步骤 (1)了解自动与手动运行的控制要求在很多自动化设备中,在保证正常运行的前提下,为了检测与维修的方便,常常要求设备具备自动与手动两种运行模式。其中,自动模式含连续、单周期与单步三种运行方式,而手动模式则要求每个执行元件都要由一个开关(或按钮)单独控制。 对具有自动、手动、返原点的控制程序,常采用模块式结构来编写程序,如图6-17所示。模块化设计是程序设计的一种优化方法,考虑自动、手动、停止、返原点动作的不同控制特点,设计时可先建立各控制模块,然后将模块组合,从而使程序更明确、清晰。模块化设计有助于设计思路的建立,但由于设计时主要是考虑模块的独立功能,因此在模块组合时,必须考虑各模块不能相互影响,更不能出现双元件的现象。 在PLC输入端,一般会用2个组合开关来作自动与手动运行的切换。其中,用1个2位组合开关作自动与手动模式的切换,另一个用3位组合开关作连续运行、单周期运行与单步运行用开关切换的方式。PLC输入端的接线如图6-18b所示。根据此接线所设计的程序如图6-18a所示。由于各运行方式均有独立开关控制,而且这些开关都不会同时闭合,因此可直接用这些开关在启动前或运行中对运行方式进行切换控制。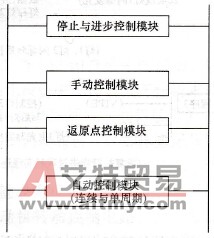 图6-17 模块式结构程序示意图 (2)认识具有跳转功能的控制指令“JP”与“LBL” “JP”与“LBL”是一对具有在满足一定条件下可“跳过指定程序行”功能的控制指令,可用它在程序运行时跳过部分不需执行的程序行,也可利用它跳过有相同输出线圈的程序行,避免出现双线圈输出的情况。“JP”与“LBL”指令的执行格式如图6-19所示。
图6-17 模块式结构程序示意图 (2)认识具有跳转功能的控制指令“JP”与“LBL” “JP”与“LBL”是一对具有在满足一定条件下可“跳过指定程序行”功能的控制指令,可用它在程序运行时跳过部分不需执行的程序行,也可利用它跳过有相同输出线圈的程序行,避免出现双线圈输出的情况。“JP”与“LBL”指令的执行格式如图6-19所示。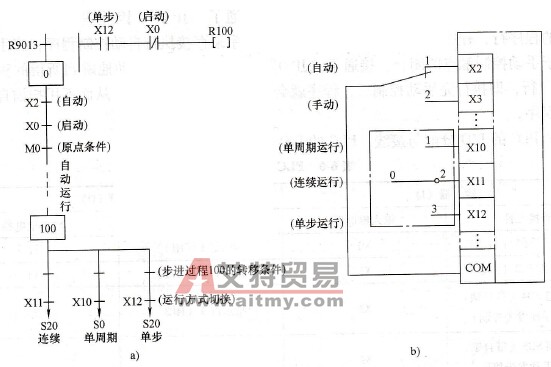 图6-18 自动运行模式的控制 a)步进过程转移图b)PLC输入端接线 图6-19所示执行格式“JP 0”中,“0”称为标号。一般在程序中,“JP”指令可以使用两个或更多柑同的标号。标号指令“LBL”是指明“JP”指令在被驱动时所要跳转到的程序行标号。当执行条件为ON时,程序就会跳转到与指令“JP”编号同号的标号指令“LBL”处。图6-19表明:当满足条件X0=ON时,执行“JP”指令的跳转功能,程序将直接跳到“JP 0”所对应的标号指令“LBL 0”,执行从指令“LBL 0”开始的程序段2的运行,而程序段1则被跳过而不执行;若X0= OFF,程序不执行跳转,将依顺序执行程序段1和程序段2。 对自动与手动运行的控制,在遇到程序较长时,也可以用跳转指令“JP”与标号指令“LBL”实现手动程序与自动程序的有条件跳转,从而提高程序的运行效率。如图6-20所示,当自动操作时,由于自动控制触点的闭合,接通了“JP 0”,因此程序就会自动地跳过所指定的程序行,程序扫描时应会越过手动控制程序来直接执行自动控制程序;当手动操作时,由于手动控制触点的闭合,接通了“JP 0”,因此程序就会自动地跳到所指的程序标号“LBL 0”行,即执行完手动控制后,程序就会自动跳转到ED结束,从而不用扫描自动控制部分的程序。
图6-18 自动运行模式的控制 a)步进过程转移图b)PLC输入端接线 图6-19所示执行格式“JP 0”中,“0”称为标号。一般在程序中,“JP”指令可以使用两个或更多柑同的标号。标号指令“LBL”是指明“JP”指令在被驱动时所要跳转到的程序行标号。当执行条件为ON时,程序就会跳转到与指令“JP”编号同号的标号指令“LBL”处。图6-19表明:当满足条件X0=ON时,执行“JP”指令的跳转功能,程序将直接跳到“JP 0”所对应的标号指令“LBL 0”,执行从指令“LBL 0”开始的程序段2的运行,而程序段1则被跳过而不执行;若X0= OFF,程序不执行跳转,将依顺序执行程序段1和程序段2。 对自动与手动运行的控制,在遇到程序较长时,也可以用跳转指令“JP”与标号指令“LBL”实现手动程序与自动程序的有条件跳转,从而提高程序的运行效率。如图6-20所示,当自动操作时,由于自动控制触点的闭合,接通了“JP 0”,因此程序就会自动地跳过所指定的程序行,程序扫描时应会越过手动控制程序来直接执行自动控制程序;当手动操作时,由于手动控制触点的闭合,接通了“JP 0”,因此程序就会自动地跳到所指的程序标号“LBL 0”行,即执行完手动控制后,程序就会自动跳转到ED结束,从而不用扫描自动控制部分的程序。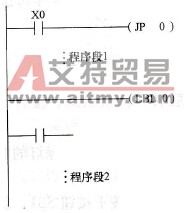 图6-19 “JP”与“LBL”指令的执行格式
图6-19 “JP”与“LBL”指令的执行格式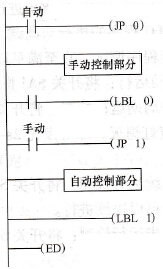 图6-20 手动/自动控制的跳转 (3) PLC的I/O分配与接线PLC的I/O分配见表6-6。 表6-6 PLC的I/O分配
图6-20 手动/自动控制的跳转 (3) PLC的I/O分配与接线PLC的I/O分配见表6-6。 表6-6 PLC的I/O分配 根据表6-6完成PLC的I/O接线。 (4) PLC程序的编写步进过程转移图(供参考)如图6-21所示。 (5) PLC程序的执行与调试请将编写好的步进梯形图程序或指令程序传送到PLC并运行,进行程序调试,直至满足以下的控制要求。 1)自动运行:将开关SA1断开,接通自动运行控制。 ①单周期运行检测:将开关SA2断开,按下按钮SB1,红灯发光3s→红灯熄灭,黄灯发光5 s→黄灯熄灭,绿灯发光2s→绿灯熄灭,运行一次后转入待机状态。按启动按钮可再重新运行。 ②连续运行检测:将开关SA2闭合,按下按钮SB1,红灯、黄灯和绿灯的顺序发光与闪烁的运行可以连续进行。 ③单步运行检测:将开关SA3闭合,步进运行停止,只有按下按钮SB1,状态才能执行转移。 2)手动运行:将开关SA1闭合,接通手动运行控制。分别按下按钮SB4、SB5、SB6,对应控制的灯会发光并保持,将按钮复位,灯熄灭。
根据表6-6完成PLC的I/O接线。 (4) PLC程序的编写步进过程转移图(供参考)如图6-21所示。 (5) PLC程序的执行与调试请将编写好的步进梯形图程序或指令程序传送到PLC并运行,进行程序调试,直至满足以下的控制要求。 1)自动运行:将开关SA1断开,接通自动运行控制。 ①单周期运行检测:将开关SA2断开,按下按钮SB1,红灯发光3s→红灯熄灭,黄灯发光5 s→黄灯熄灭,绿灯发光2s→绿灯熄灭,运行一次后转入待机状态。按启动按钮可再重新运行。 ②连续运行检测:将开关SA2闭合,按下按钮SB1,红灯、黄灯和绿灯的顺序发光与闪烁的运行可以连续进行。 ③单步运行检测:将开关SA3闭合,步进运行停止,只有按下按钮SB1,状态才能执行转移。 2)手动运行:将开关SA1闭合,接通手动运行控制。分别按下按钮SB4、SB5、SB6,对应控制的灯会发光并保持,将按钮复位,灯熄灭。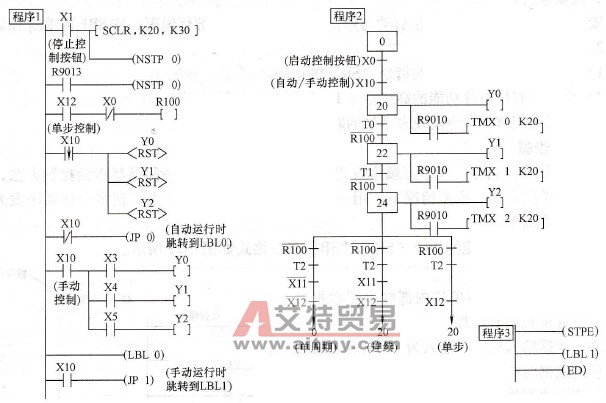 图6-21 步进过程转移图 3)停止控制:按下按钮SB2,程序停止运行,灯全部熄灭。 4.分析与思考 跳转指令“JP”与“LBL”在程序中运用的注意点。对图6-21所示程序,跳转指令“JP”与“LBL”的运用需要注意到以下问题:由于从手动切换为自动时,立刻会接通“JP 0”,从而使程序扫描时会跳过手动程序,因此若在切换前手动控制的元件仍在执行,但因手动程序部分已被跳过,即使此时手动已被切换(动合触点X10=OFF),甚至控制某元件的开关已断开,但该元件仍会保持原来被驱动的状态。因此,图6-21所示程序在“JP 0”程序行前加了一条复位指令,用自动/手动切换开关X10的下沿脉冲对Y0~Y2复位,以此来解决使用了跳转指令“JP”后出现的问题,也可以通过把程序中的Y0~ Y2复位删除来验证这一问题。
图6-21 步进过程转移图 3)停止控制:按下按钮SB2,程序停止运行,灯全部熄灭。 4.分析与思考 跳转指令“JP”与“LBL”在程序中运用的注意点。对图6-21所示程序,跳转指令“JP”与“LBL”的运用需要注意到以下问题:由于从手动切换为自动时,立刻会接通“JP 0”,从而使程序扫描时会跳过手动程序,因此若在切换前手动控制的元件仍在执行,但因手动程序部分已被跳过,即使此时手动已被切换(动合触点X10=OFF),甚至控制某元件的开关已断开,但该元件仍会保持原来被驱动的状态。因此,图6-21所示程序在“JP 0”程序行前加了一条复位指令,用自动/手动切换开关X10的下沿脉冲对Y0~Y2复位,以此来解决使用了跳转指令“JP”后出现的问题,也可以通过把程序中的Y0~ Y2复位删除来验证这一问题。

 PLC编程的基本规则
PLC编程的基本规则





