

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 顺序控制 所谓顺序控制,就是按照生产工艺预先规定的流程,在各种输入信号的作用下,使生产过程的各执行机构能够自动而有序地工作。以图 4-1 所示具有预备、钻、铣和终检 4
(1)顺序控制 所谓顺序控制,就是按照生产工艺预先规定的流程,在各种输入信号的作用下,使生产过程的各执行机构能够自动而有序地工作。以图4-1所示具有预备、钻、铣和终检4个工位的加工生产线控制为例,该生产线工作过程如下。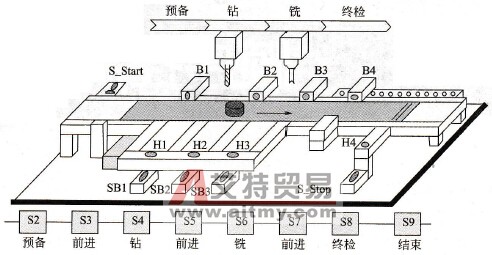 图4-1 顺序控制示例 在初始状态S1下,按启动按钮,则生产线开始工作(步S2);如果在预备工位放置一个工件(B1动作),则传送带运行将工件向下一站传送(步S3);如果工件被传送到钻加工站(B2动作),则对工件进行5s钻加工(步S4);如果钻加工时间到(T1定时到),则传送带继续运行并将工件向下一站传送(步S5);如果工件被传送到铣加工站(B3动作),则对工件进行4s铣加工(步S6);如果铣加工时间到(T2定时到),则传送带继续运行并将工件向下一站传送(步S7);如果工件被传送到终检站(B4动作),则对工件进行2s终检(步S8);如果终检完毕(T3定时到),则一个工件的加工流程结束(步S9)。如果在预备工位上再放置一个工件,将开始下一个工件的检测流程,并如此循环。 从以上描述可以看出,加工过程由一系列步(S)或功能组成,这些步或功能按顺序由转换条件激活,这样的控制就是顺序控制,即传统方法中采用步进传动装置或定时盘来实现的控制过程。 (2)顺控系统的结构 如图4-2所示,一个完整的顺序控制系统由4部分组成:方式选择、顺控器、命令输出、故障信号和运行信号。
图4-1 顺序控制示例 在初始状态S1下,按启动按钮,则生产线开始工作(步S2);如果在预备工位放置一个工件(B1动作),则传送带运行将工件向下一站传送(步S3);如果工件被传送到钻加工站(B2动作),则对工件进行5s钻加工(步S4);如果钻加工时间到(T1定时到),则传送带继续运行并将工件向下一站传送(步S5);如果工件被传送到铣加工站(B3动作),则对工件进行4s铣加工(步S6);如果铣加工时间到(T2定时到),则传送带继续运行并将工件向下一站传送(步S7);如果工件被传送到终检站(B4动作),则对工件进行2s终检(步S8);如果终检完毕(T3定时到),则一个工件的加工流程结束(步S9)。如果在预备工位上再放置一个工件,将开始下一个工件的检测流程,并如此循环。 从以上描述可以看出,加工过程由一系列步(S)或功能组成,这些步或功能按顺序由转换条件激活,这样的控制就是顺序控制,即传统方法中采用步进传动装置或定时盘来实现的控制过程。 (2)顺控系统的结构 如图4-2所示,一个完整的顺序控制系统由4部分组成:方式选择、顺控器、命令输出、故障信号和运行信号。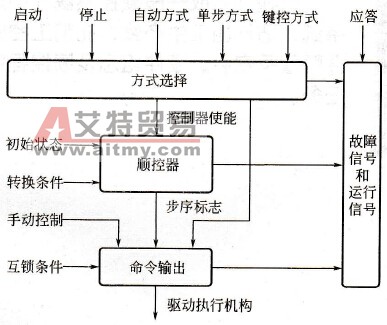 图4-2 顺控系统结构图 1)方式选择 在方式选择部分主要处理各种运行方式的条件和封锁信号。运行方式在操作台上通过选择开关或按钮进行设置和显示。设置的结果形成使能信号或封锁信号,并影响“顺控器”和“命令输出”部分的工作。基本的运行方式有以下几种。 “自动”方式:在该方式下,系统将按照顺控器中确定的控制顺序,自动执行各控制环节的功能,一旦系统启动后就不再需操作人员的干预,但可以响应停止和急停操作。 “单步”方式:在该方式下,系统则依据控制按钮,在操作人员的控制下,一步一步地完成整个系统的功能,但并不是每一步都需要操作人员确认。 “键控”方式:在该方式下,各执行机构(输出端)动作需要由手动控制实现,不需要PLC程序。 2)顺控器 顺控器是顺序控制系统的核心,是实现按时间、顺序控制工业生产过程的一个控制装置。这里所讲的顺控器专指用LAD语言编写的一段PLC控制程序,使用顺序功能图描述控制系统的控制过程、功能和特性。 3)命令输出 命令输出部分主要实现控制系统各控制步的具体功能.如钻、铣、终检等。 4)故障信号和运行信号 故障信号和运行信号部分主要处理控制系统运行过程中的故障及运行状态,如当前系统工作于哪种方式、已经执行到哪一步,工作是否正常等。
图4-2 顺控系统结构图 1)方式选择 在方式选择部分主要处理各种运行方式的条件和封锁信号。运行方式在操作台上通过选择开关或按钮进行设置和显示。设置的结果形成使能信号或封锁信号,并影响“顺控器”和“命令输出”部分的工作。基本的运行方式有以下几种。 “自动”方式:在该方式下,系统将按照顺控器中确定的控制顺序,自动执行各控制环节的功能,一旦系统启动后就不再需操作人员的干预,但可以响应停止和急停操作。 “单步”方式:在该方式下,系统则依据控制按钮,在操作人员的控制下,一步一步地完成整个系统的功能,但并不是每一步都需要操作人员确认。 “键控”方式:在该方式下,各执行机构(输出端)动作需要由手动控制实现,不需要PLC程序。 2)顺控器 顺控器是顺序控制系统的核心,是实现按时间、顺序控制工业生产过程的一个控制装置。这里所讲的顺控器专指用LAD语言编写的一段PLC控制程序,使用顺序功能图描述控制系统的控制过程、功能和特性。 3)命令输出 命令输出部分主要实现控制系统各控制步的具体功能.如钻、铣、终检等。 4)故障信号和运行信号 故障信号和运行信号部分主要处理控制系统运行过程中的故障及运行状态,如当前系统工作于哪种方式、已经执行到哪一步,工作是否正常等。

 PLC编程的基本规则
PLC编程的基本规则





