

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介图 6-31 所示是机械手的控制面板和运行示意图。要求机械手将物体从 A 点搬运到 B 点。动作包括机械臂的上行、下行、左行、右行、紧固和松开。机械手的工作模式有手动运行、原点复
图6-31所示是机械手的控制面板和运行示意图。要求机械手将物体从A点搬运到B点。动作包括机械臂的上行、下行、左行、右行、紧固和松开。机械手的工作模式有手动运行、原点复位、单步运行、单次循环和自动运行5种模式。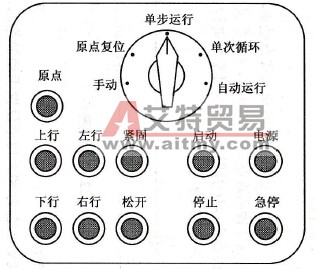
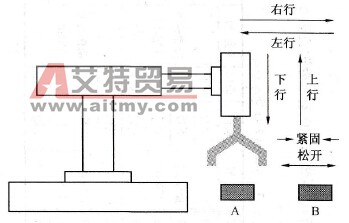 图6-31 机械手控制面板和运行示意图 如果机械手工作于手动模式,可通过控制面板上的按钮实现;如果机械手工作于原点复位工作模式,则点击“原点”按钮,机械手自动回复到松开、上行到底和左行到底的状态;如果工作在单步运行模式,则每点击一次“启动”按钮,则机械手运行一个步骤;如果机械手工作于单次循环运行,则机械手依次完成下行、紧固、’上行、右行、下行、松开、上行、左行的操作一次;如果工作在自动模式,则机械手自动循环单次循环的所有操作。 根据系统工作流程,系统的I/O资源分配见表6-3。 表6-3 系统的I/O资源分配
图6-31 机械手控制面板和运行示意图 如果机械手工作于手动模式,可通过控制面板上的按钮实现;如果机械手工作于原点复位工作模式,则点击“原点”按钮,机械手自动回复到松开、上行到底和左行到底的状态;如果工作在单步运行模式,则每点击一次“启动”按钮,则机械手运行一个步骤;如果机械手工作于单次循环运行,则机械手依次完成下行、紧固、’上行、右行、下行、松开、上行、左行的操作一次;如果工作在自动模式,则机械手自动循环单次循环的所有操作。 根据系统工作流程,系统的I/O资源分配见表6-3。 表6-3 系统的I/O资源分配 系统的初始条件是上限X40 =1、左限X42 =1且机械手松开Y4 =0。按程序的先后,系统只需要编写初始化、手动操作、原点复位和自动运行等程序即可。 1.初始化程序 初始化程序用于给出最初机械手的初始状态是否在原点位置,当机械手在原点位置则原点条件M8044 =1,系统可以进入自动运行模式。初始化程序引用IST指令对系统进行初始化设置。初始化程序如图6-32所示。
系统的初始条件是上限X40 =1、左限X42 =1且机械手松开Y4 =0。按程序的先后,系统只需要编写初始化、手动操作、原点复位和自动运行等程序即可。 1.初始化程序 初始化程序用于给出最初机械手的初始状态是否在原点位置,当机械手在原点位置则原点条件M8044 =1,系统可以进入自动运行模式。初始化程序引用IST指令对系统进行初始化设置。初始化程序如图6-32所示。 图6-32 初始化程序 2.手动操作程序 手动操作的初始状态为S0,用于设置手动操作的情况,程序如图6-33所示。系统旋转开关X20 =1进入手动运行模式的初始状态S0。在S0状态中执行上行、下行、左行、右行、紧固、松开等操作。当旋转开关动作时,系统退出手动操作模式。
图6-32 初始化程序 2.手动操作程序 手动操作的初始状态为S0,用于设置手动操作的情况,程序如图6-33所示。系统旋转开关X20 =1进入手动运行模式的初始状态S0。在S0状态中执行上行、下行、左行、右行、紧固、松开等操作。当旋转开关动作时,系统退出手动操作模式。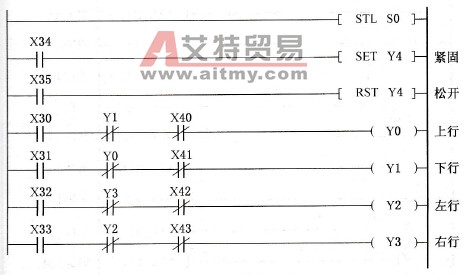 图6-33 手动操作程序 3.原点复位操作程序 原点复位操作的初始状态为S1,运行状态标号为S10~ S19,用于设置系统原点复位的运行程序。其程序如图6 -34所示。在S1状态中,等待原点复位开始按钮,即X25按下,进入原点复位操作。第1步,松开机械手,并让机械手上行,到达上限位置时,进入第2步;第2步,机械手左行,到达左限位置时,此时已到达原点,进入第3步;第3步,将原点复位完成,辅助继电器M8043置1后,系统退出原点复原。 4.自动运行操作程序 自动运行操作的初始状态为S2,运行状态标号为S20~S899,用于设定自动运行的程序。其程序如图6-35所示。在S2状态中,等待M8041和M8044状态置1,当满足条件后进入第1步,系统下行,当到达下限位置时,系统进入第2步;第2步,机械手紧固抓物体,设定定时器T0,表示20 s内物体紧固完毕,系统进入第3步;第3步,机械手上行,当到达上限位置时,系统进入第4步;第4步,机械手右行,当到达右限位置时,系统进入第5步;第5步,机械手下行,当到达下限位置时,系统进入第6步;第6步,机械手松开放下物体,同时设定定时器T1,表示20 s物体放置完毕,系统进入第7步;第7步,机械手上行,当到达上限位置时,系统进入第8步;第8步,机械手左行,当到达左限位置时系统返回初始状态S2,再次循环运行。
图6-33 手动操作程序 3.原点复位操作程序 原点复位操作的初始状态为S1,运行状态标号为S10~ S19,用于设置系统原点复位的运行程序。其程序如图6 -34所示。在S1状态中,等待原点复位开始按钮,即X25按下,进入原点复位操作。第1步,松开机械手,并让机械手上行,到达上限位置时,进入第2步;第2步,机械手左行,到达左限位置时,此时已到达原点,进入第3步;第3步,将原点复位完成,辅助继电器M8043置1后,系统退出原点复原。 4.自动运行操作程序 自动运行操作的初始状态为S2,运行状态标号为S20~S899,用于设定自动运行的程序。其程序如图6-35所示。在S2状态中,等待M8041和M8044状态置1,当满足条件后进入第1步,系统下行,当到达下限位置时,系统进入第2步;第2步,机械手紧固抓物体,设定定时器T0,表示20 s内物体紧固完毕,系统进入第3步;第3步,机械手上行,当到达上限位置时,系统进入第4步;第4步,机械手右行,当到达右限位置时,系统进入第5步;第5步,机械手下行,当到达下限位置时,系统进入第6步;第6步,机械手松开放下物体,同时设定定时器T1,表示20 s物体放置完毕,系统进入第7步;第7步,机械手上行,当到达上限位置时,系统进入第8步;第8步,机械手左行,当到达左限位置时系统返回初始状态S2,再次循环运行。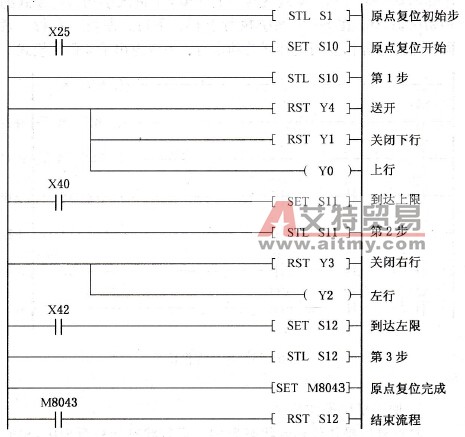 图6-34 原点复位程序
图6-34 原点复位程序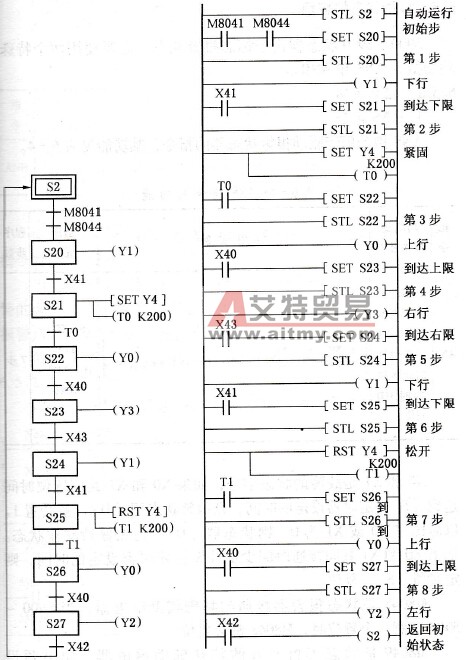 图6-35 自动运行程序
图6-35 自动运行程序

 PLC编程的基本规则
PLC编程的基本规则





