

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介1.控制内容与要求 自动送料装车系统在物流、矿山等行业中应用是较多的,特别是用多条传送带组成长距离的物料运输线,更是常见,这种系统对提高生产效率和降低工人劳动强度是
1.控制内容与要求 自动送料装车系统在物流、矿山等行业中应用是较多的,特别是用多条传送带组成长距离的物料运输线,更是常见,这种系统对提高生产效率和降低工人劳动强度是十分有效的。 图5-32是TVT-90HC的自动送料装车系统实训模块所示的一种散装物料自动传送和装车系统,由料罐、三台物料传送带电动机和装车平台等主要部件组成,通过系统的工作,完成从进料到物料装车外运的全过程。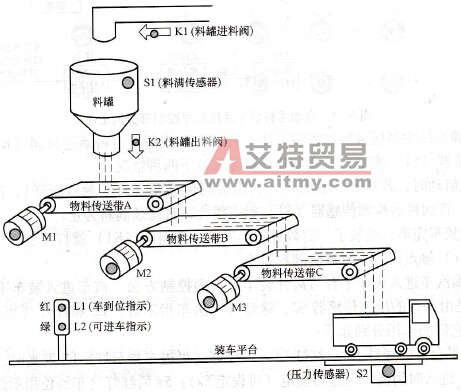 图5-32 TVT-90HC自动送料装车系统示意图 TVT-90HC的自动送料装车系统的控制要求如下: 1)未装料时,系统待机,传送带电动机M1、M2、M3及料罐阀都处于OFF状态。 2)系统启动后,设料罐未装满料,打开进料阀K1,对料罐进料,至料罐装满料后,进料阀K1关闭。 3)系统启动后,装车平台上绿灯(可进车指示灯)L2发光,指示汽车可以开进平台;5s后,红灯(车到位指示灯)L1发光,示意汽车到位。 4)汽车到位后,传送带电动机M3首先启动,过3s后传送带电动机M2接着启动,过3s后传送带电动机M1再启动。过3s后料罐的出料阀K2打开,汽车开始装料。 5)装车平台下的压力传感器S2检测到汽车装满料后,就发出ON信号,使料罐出料阀K2关闭,同时传送带拖动电动机M1停机,过3s后传送带拖动电动机M2停机,再过3s后传送带拖动电动机M3停机。传送带停机过程中,汽车开出装车平台。压力传感器S2信号过一段时间后自动变为OFF;绿灯(进车指示灯)L2发光,又可重新开始新的下料装车流程。 2.编程思路 (1)确定控制性质与工序流程通过对这个自动送料装车系统控制要求的分析可知,这是一个以三台传送带电动机正向顺序启动(M3→M2→M1)和反向顺序停止(M1→M2→M3)为主的顺序控制系统,系统中的料罐装料控制和汽车进出平台控制宜放在顺序控制程序外执行。系统顺序控制部分的工序如图5-33所示,应使用状态转移图编写。
图5-32 TVT-90HC自动送料装车系统示意图 TVT-90HC的自动送料装车系统的控制要求如下: 1)未装料时,系统待机,传送带电动机M1、M2、M3及料罐阀都处于OFF状态。 2)系统启动后,设料罐未装满料,打开进料阀K1,对料罐进料,至料罐装满料后,进料阀K1关闭。 3)系统启动后,装车平台上绿灯(可进车指示灯)L2发光,指示汽车可以开进平台;5s后,红灯(车到位指示灯)L1发光,示意汽车到位。 4)汽车到位后,传送带电动机M3首先启动,过3s后传送带电动机M2接着启动,过3s后传送带电动机M1再启动。过3s后料罐的出料阀K2打开,汽车开始装料。 5)装车平台下的压力传感器S2检测到汽车装满料后,就发出ON信号,使料罐出料阀K2关闭,同时传送带拖动电动机M1停机,过3s后传送带拖动电动机M2停机,再过3s后传送带拖动电动机M3停机。传送带停机过程中,汽车开出装车平台。压力传感器S2信号过一段时间后自动变为OFF;绿灯(进车指示灯)L2发光,又可重新开始新的下料装车流程。 2.编程思路 (1)确定控制性质与工序流程通过对这个自动送料装车系统控制要求的分析可知,这是一个以三台传送带电动机正向顺序启动(M3→M2→M1)和反向顺序停止(M1→M2→M3)为主的顺序控制系统,系统中的料罐装料控制和汽车进出平台控制宜放在顺序控制程序外执行。系统顺序控制部分的工序如图5-33所示,应使用状态转移图编写。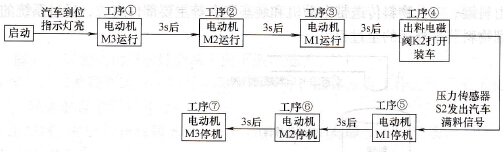 图5-33 自动送料装车系统顺序控制部分的工序 (2)明确系统中料罐装料的控制方法料罐装料控制是由料罐进料阀(K1)与料罐中料满检测传感器(S1)实现的。驱动装料应考虑以下两种情况: 1)系统启动时,若料罐未装满料[料满检测传感器( S1)触点断开],进料阀(K1)就打开装料,直到料满检测传感器( S1)触点闭合,料罐装满料为止。 2)每次装车完毕,或装了一定数量的车次后,进料阀(K1)就打开装料,直到料满检测传感器( S1)触点闭合,料罐装满料为止。 (3)明确汽车进入装车平台与离开装车平台的控制方法 汽车进入装车平台装料和装料后离开,是由平台的压力传感器S2、绿灯(可进车指示灯)L2和红灯(车到位指示灯)L1控制的。它们的作用分别如下: 1)装车平台上的绿灯L2与红灯L1。当绿灯(可进车指示灯)L2发光时,表示正在有车进入平台,进入时间要用定进器设定(可设定5s);5s后红灯(车到位指示灯)L1发光,绿灯熄灭,表示车已到位,可以启动装料工序了。 2)装车平台的压力传感器S2。在料罐的出料电磁阀打开装料后,过一定时间后,装车平台的压力传感器S2会自动发出信号,表示料已装满,系统以此信号来关闭料罐的出料阀,并逐一停止传送带电动机的运行。 料罐进料阀( K1)的开启控制也可以用压力传感器S2发出的信号或信号发生的次数(装车数量)来控制。 (4)停止控制此系统不需要断电保持功能,停止时直接清零即可。 3.PLC的I/O分配 自动送料装车系统的PLC I/O分配见表5-14。 表5-14 自动送料装车系统的PLC I/O分配
图5-33 自动送料装车系统顺序控制部分的工序 (2)明确系统中料罐装料的控制方法料罐装料控制是由料罐进料阀(K1)与料罐中料满检测传感器(S1)实现的。驱动装料应考虑以下两种情况: 1)系统启动时,若料罐未装满料[料满检测传感器( S1)触点断开],进料阀(K1)就打开装料,直到料满检测传感器( S1)触点闭合,料罐装满料为止。 2)每次装车完毕,或装了一定数量的车次后,进料阀(K1)就打开装料,直到料满检测传感器( S1)触点闭合,料罐装满料为止。 (3)明确汽车进入装车平台与离开装车平台的控制方法 汽车进入装车平台装料和装料后离开,是由平台的压力传感器S2、绿灯(可进车指示灯)L2和红灯(车到位指示灯)L1控制的。它们的作用分别如下: 1)装车平台上的绿灯L2与红灯L1。当绿灯(可进车指示灯)L2发光时,表示正在有车进入平台,进入时间要用定进器设定(可设定5s);5s后红灯(车到位指示灯)L1发光,绿灯熄灭,表示车已到位,可以启动装料工序了。 2)装车平台的压力传感器S2。在料罐的出料电磁阀打开装料后,过一定时间后,装车平台的压力传感器S2会自动发出信号,表示料已装满,系统以此信号来关闭料罐的出料阀,并逐一停止传送带电动机的运行。 料罐进料阀( K1)的开启控制也可以用压力传感器S2发出的信号或信号发生的次数(装车数量)来控制。 (4)停止控制此系统不需要断电保持功能,停止时直接清零即可。 3.PLC的I/O分配 自动送料装车系统的PLC I/O分配见表5-14。 表5-14 自动送料装车系统的PLC I/O分配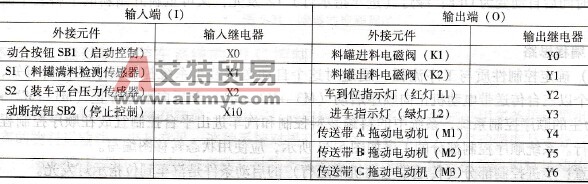 TVT-90HC的自动送料装车系统实训模块插接孔接线如图5-34所示。
TVT-90HC的自动送料装车系统实训模块插接孔接线如图5-34所示。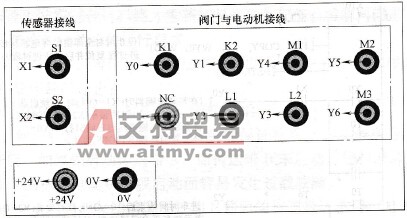 图5-34 自动送料装车系统实训模块插接孔接线 4.PLC程序的编写 自动送料装车系统的步进过程转移图(供参考)如图5-35所示。 从图5-35所示的程序可知: 1)传送带拖动电动机使用置位指令“SET”驱动,是因为传送带启动后还需要保持运行状态。 2)当三台传送带停止运行后,绿灯(可进车指示灯)L2恢复发光,所以在程序中,Y2用定时器T6的触点作发光控制。 5.程序的执行与调试 按图5-35编写“自动送料装车系统”的梯形图程序或指令程序,传送到PLC中,并进行调试,直到满足以下的控制要求: 1)送电后,按下启动按钮SB1,在料罐检测满料的传感器S1指示灯熄灭(料未满)情况下,料罐进料阀K1指示灯发光(K1阀打开,对料罐下料)。下料一段时间后,传感器S1指示灯发光,表示料罐已满料,料罐进料阀K1指示灯熄灭,表示K1关闭。 2)送电后,按下启动按钮SB1,装车平台的绿灯(可进车指示灯)L2发光,表示正在有车进入平台;5s后红灯(车到位指示灯)L1发光,绿灯熄灭,表示汽车已到位,可以启动装料工序了。 3)汽车到位后,M3指示灯发光(保持),传送带C拖动电动机M3首先启动,2s后M2指示灯发光(保持),传送带B拖动电动机M2接着启动,过2s后M1指示灯发光,传送带A拖动电动机M1最后启动;再过2s,料罐出料阀K2指示灯发光,表示出料阀K2打开,对汽车进行装料。 4)经过一段时间,装车平台下的压力传感器S2指示灯发光(S2检测信号为ON),表示汽车已装满料。此时,料罐出料阀指示灯熄灭,出料阀K2关闭。同时M1指示灯熄灭,传送带A拖动电动机M1首先停机;2s后M2指示灯熄灭,传送带B拖动电动机M2接着停机;过2s后M1指示灯熄灭,传送带C拖动电动机M3最后停机。同时,红灯(车到位指示灯)L1熄灭,表示装满料的车已退出平台,再过4s,绿灯(进车指示灯)L2发光,又重新开始新的下料装车流程。压力传感器S2指示灯过一段时间后会自动熄灭(S2检测信号变为OFF)
图5-34 自动送料装车系统实训模块插接孔接线 4.PLC程序的编写 自动送料装车系统的步进过程转移图(供参考)如图5-35所示。 从图5-35所示的程序可知: 1)传送带拖动电动机使用置位指令“SET”驱动,是因为传送带启动后还需要保持运行状态。 2)当三台传送带停止运行后,绿灯(可进车指示灯)L2恢复发光,所以在程序中,Y2用定时器T6的触点作发光控制。 5.程序的执行与调试 按图5-35编写“自动送料装车系统”的梯形图程序或指令程序,传送到PLC中,并进行调试,直到满足以下的控制要求: 1)送电后,按下启动按钮SB1,在料罐检测满料的传感器S1指示灯熄灭(料未满)情况下,料罐进料阀K1指示灯发光(K1阀打开,对料罐下料)。下料一段时间后,传感器S1指示灯发光,表示料罐已满料,料罐进料阀K1指示灯熄灭,表示K1关闭。 2)送电后,按下启动按钮SB1,装车平台的绿灯(可进车指示灯)L2发光,表示正在有车进入平台;5s后红灯(车到位指示灯)L1发光,绿灯熄灭,表示汽车已到位,可以启动装料工序了。 3)汽车到位后,M3指示灯发光(保持),传送带C拖动电动机M3首先启动,2s后M2指示灯发光(保持),传送带B拖动电动机M2接着启动,过2s后M1指示灯发光,传送带A拖动电动机M1最后启动;再过2s,料罐出料阀K2指示灯发光,表示出料阀K2打开,对汽车进行装料。 4)经过一段时间,装车平台下的压力传感器S2指示灯发光(S2检测信号为ON),表示汽车已装满料。此时,料罐出料阀指示灯熄灭,出料阀K2关闭。同时M1指示灯熄灭,传送带A拖动电动机M1首先停机;2s后M2指示灯熄灭,传送带B拖动电动机M2接着停机;过2s后M1指示灯熄灭,传送带C拖动电动机M3最后停机。同时,红灯(车到位指示灯)L1熄灭,表示装满料的车已退出平台,再过4s,绿灯(进车指示灯)L2发光,又重新开始新的下料装车流程。压力传感器S2指示灯过一段时间后会自动熄灭(S2检测信号变为OFF)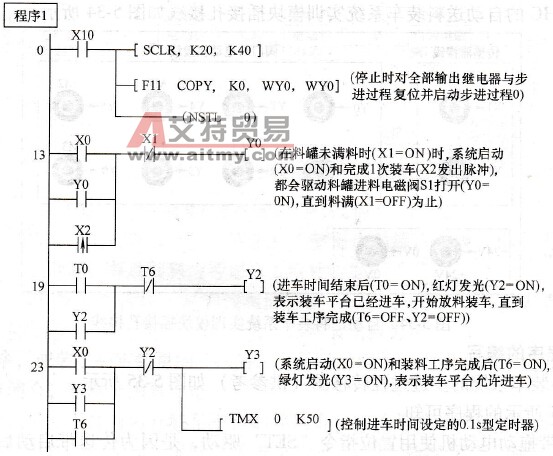
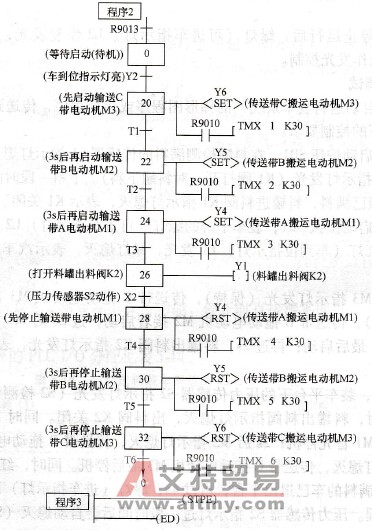 图5-35 自动送料装车系统控制程序 5)在汽车装满料时,压力传感器S2发出检测信号ON,其信号前沿脉冲使料罐进料阀Kl指示灯发光(K1阀打开,对料罐重新下料)。 6.多台传送带拖动电动机的运行要求 在图5-35所示程序中,为什么三台传送带启动时要以C→B→A顺序延时启动,而停止时要以A→B→C顺序延时停止? 从图5-32所示的自动送料装车系统示意图可知: 1)启动时,如果后面的传送带先运行,就能保证物料不会在传送带上堆积。否则,当料罐下料口打开后,如果先启动传送带A,而传送带B未启动,物料就容易堆积在传送带B上,造成传送带B的拖动电动机重载启动而容易发生过载故障。 2)停止时,在下料口已关闭情况下,如果前面的传送带A先停(已将物料全部传送到下一传送带),就能保证物料不会在停止后堆积在传送带上。否则,若先停传送带C,物料就会在传送带B、C上堆积,亦会造成传送带的拖动电动机重载启动而容易发生过载故障。这是物料传送线上不允许发生的。
图5-35 自动送料装车系统控制程序 5)在汽车装满料时,压力传感器S2发出检测信号ON,其信号前沿脉冲使料罐进料阀Kl指示灯发光(K1阀打开,对料罐重新下料)。 6.多台传送带拖动电动机的运行要求 在图5-35所示程序中,为什么三台传送带启动时要以C→B→A顺序延时启动,而停止时要以A→B→C顺序延时停止? 从图5-32所示的自动送料装车系统示意图可知: 1)启动时,如果后面的传送带先运行,就能保证物料不会在传送带上堆积。否则,当料罐下料口打开后,如果先启动传送带A,而传送带B未启动,物料就容易堆积在传送带B上,造成传送带B的拖动电动机重载启动而容易发生过载故障。 2)停止时,在下料口已关闭情况下,如果前面的传送带A先停(已将物料全部传送到下一传送带),就能保证物料不会在停止后堆积在传送带上。否则,若先停传送带C,物料就会在传送带B、C上堆积,亦会造成传送带的拖动电动机重载启动而容易发生过载故障。这是物料传送线上不允许发生的。

 PLC编程的基本规则
PLC编程的基本规则





