![]() 来源:艾特贸易2017-11-22
来源:艾特贸易2017-11-22
简介电源控制程序不在工艺控制程序中调用,和工艺控制程序一样,通过在监控画面中任意对象“属性”一“几何”处组态 C 动作来实现电源的控制,该动作调用编写好的电源控制项目函数
电源控制程序不在工艺控制程序中调用,和工艺控制程序一样,通过在监控画面中任意对象“属性”一“几何”处组态C动作来实现电源的控制,该动作调用编写好的电源控制项目函数并由图7-17所示的“调节电流”信号触发。电源也可以单独运行,在“手动”状态下工人可以在监控界面中输入电流设定值,并单击“电流调节”按钮,就可以实现电源单独控制。电源控制的关键是要大幅度减小因电源电动机转动惯性引起的电流超调、提高控制精度,通过采集该电源电流全程输出过程中的电流特性曲线得知,系统的动态响应过程呈现非线性特性,如直接采用直线函数近似全过程,输出电流的精度远远不能满足工艺的要求,为此采用分段线性控制策略,在每一个线性段内电源电动机转动近似匀速且在该段内由电动机惯性引起的电流超调值近似相等。通过实验可以采集每个段内的电流超调值,这样就可以计算出精确的电流调制时间,利用时间的控制实现电流的精确控制。由采集的数据计算出的5个分段点的数据,如表7-5所示,其中t(i)表示电流从0上升到Y(i)时的时间。通过实验可以采集到每个近似线性段内的电流超调量,这里记为Y(i)。

表7-5分段线性段点记录
在电流上升调节的过程中,首先判断电流设定值Ys所在的分段区间(y(i),Y(i+1)),从理论上说,电流调节时间t等于设定值YS所在区间的低段点的时间值t(i)加上分段区间内按线性模型计算出的时间,再减去电流从0上升至当前电流值Ye所对应的时间,考虑到电源电动机的惯性,实际调节时应将设定值减去超调值(即Ys= Ys- Y(i)),由此确定的电流上升过程分段线性脉宽模型为:
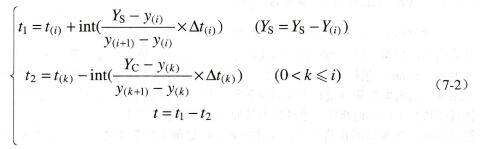
式中 t(k)——当前电流值Ye所在分段区间(y(k),y(k+1))的低段点所对应的时间值;
△t(i)——设定电流值所在分段区间的时间差;
△t(k)——当前电流所在分段区间的时间差。
对于电流下降过程也需要通过分析采集数据以建立同样的模型。电源控制流程,如图7-18所示。
本系统采用WinCC组态软件和S7-300系列PLC作为恢复深孔电镀系统自动控制的工具,不仅缩短了工程的开发和维护周期,提高了系统的可靠性和稳定性,并节省了工程的开发费用。系统投入运行后大大减轻了工人的工作量且产品合格率高,受到用户的好评。


 PLC编程的基本规则
PLC编程的基本规则