![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介1 .调速范围 一般规定工作台速度 4 ~ 80m/min ;砂轮进给速度 0.04 ~ 0. 8m/min 。 一般可将砂轮和工作台用同一台电动机驱动,则综合调速范围为 0.04 ~ 80m/min ,则只有选用矢量控制变频
1.调速范围
一般规定工作台速度4~80m/min;砂轮进给速度0.04~0. 8m/min。
一般可将砂轮和工作台用同一台电动机驱动,则综合调速范围为0.04~80m/min,则只有选用矢量控制变频器才能满足1:200的宽调速范围。
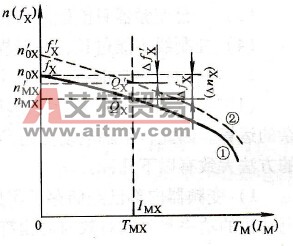
2.电动机速度特性
一般工作台的驱动电动机在低速时用恒转矩调速,高速时用恒功率调速,如图10-2所示。

图10-2 电动机速度特性
3.加减速特性
由于传动齿轮存在间隙,要求加速要十分平缓,否则会损伤传动装置。但也引起了矛盾,即加速时间增长会降低生产率,表现为工作台切削时无效空行时间加长。解决的办法是使加速特性按图10-3的形状发出加速指令。图中,T1为t0=0时的初始转矩(较低),从t1开始转矩逐渐上升。由t1~t2经过一段转矩过渡,才达到最大转矩Tmax。一般来说,T1=10%Tmax,T2=50%~70%Tmax,t1、t2的时间间隔为300ms。

图10-3 加速特性