

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 根据步序号读出 基本操作如图 6-5 所示。先按 RD/WR 键,使编程器处于 R (读)工作方式,如果需读出步序号为 100 的指令,按图 6-5 所示顺序操作,该步指令就显示在屏幕上。 若还需
(1)根据步序号读出 基本操作如图6-5所示。先按RD/WR键,使编程器处于R(读)工作方式,如果需读出步序号为100的指令,按图6-5所示顺序操作,该步指令就显示在屏幕上。 若还需要显示该指令之前或之后的其他命令,可以按“↑”、 “↓”或GO键。按“↑”、“↓”键可显示上一条或下一条指令,按GO键可以显示下面四条指令。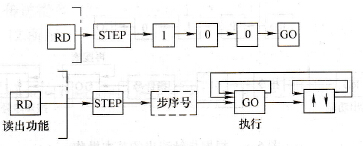 图6-5 根据步序号读出的基本操作 (2)根据指令读出 基本操作如图6-6所示。先按RD/WR键,使编程器处于R(读)工作方式,然后根据图6-6所示的操作步骤依次按相应的键,该指令就显示在屏幕上。 例如,指定指令LD X0,从PLC中读出该指令。 按RD/WR键,使编程器处于R(读)工作方式,然后按图6-6所示步骤操作。
图6-5 根据步序号读出的基本操作 (2)根据指令读出 基本操作如图6-6所示。先按RD/WR键,使编程器处于R(读)工作方式,然后根据图6-6所示的操作步骤依次按相应的键,该指令就显示在屏幕上。 例如,指定指令LD X0,从PLC中读出该指令。 按RD/WR键,使编程器处于R(读)工作方式,然后按图6-6所示步骤操作。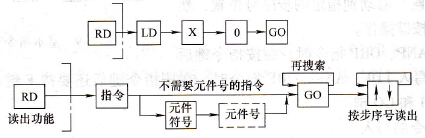 图6-6 根据指令读出的基本操作 按GO键后屏幕上显示出指定的指令和步序号。再按GO键,屏幕上显示下一条相同的指令和步序号。如果用户程序中没有该指令,在屏幕的最后一行显示NOT FOUND。按“↑”或“↓”键可读出上一条或下一条指令。按CLEAR键,屏幕上显示原来的内容。 (3)根据元件读出 先按RD/WR键,使编程器处于R(读)工作方式。在R(读)工作方式下读出含有X0指令的基本操作如图6-7所示。
图6-6 根据指令读出的基本操作 按GO键后屏幕上显示出指定的指令和步序号。再按GO键,屏幕上显示下一条相同的指令和步序号。如果用户程序中没有该指令,在屏幕的最后一行显示NOT FOUND。按“↑”或“↓”键可读出上一条或下一条指令。按CLEAR键,屏幕上显示原来的内容。 (3)根据元件读出 先按RD/WR键,使编程器处于R(读)工作方式。在R(读)工作方式下读出含有X0指令的基本操作如图6-7所示。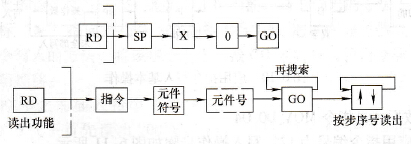 图6-7 根据元件读出的基本操作 (4)根据指针读出 在R(读)工作方式下读出10号指针的基本操作如图6-8所示。 屏幕上将显示指针P10及其步序号。读出中断程序用的指针时,应连续按两次P/I键。
图6-7 根据元件读出的基本操作 (4)根据指针读出 在R(读)工作方式下读出10号指针的基本操作如图6-8所示。 屏幕上将显示指针P10及其步序号。读出中断程序用的指针时,应连续按两次P/I键。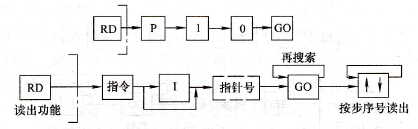 图6-8 根据指针读出的基本操作
图6-8 根据指针读出的基本操作

 PLC编程的基本规则
PLC编程的基本规则





