(1) 循环通信方式 CC-l ink 采用广播循环通信方式。在 CC-l ink 系统中,主站、本地站的循环数据区与各个远程 I/O 站、远程设备站、智能设备站相对应,远程输入/输出及远程寄存器的数...
阅读更多
主程序结束指令的助记符、指令代码、操作数和程序步如表 5.7 所示。 表 5.7 主程序结束指令要素 FEND 指令表示主程序结束。执行到 FEND 指令时机器进行输出处理、输入处理、警戒时钟...
阅读更多LonWorks 是由美国 Echelon 公司推出并由它与摩托罗拉、东芝公司共同倡导,于 1990 年正式公布而形成的。它采用了 IS()/OSI 模型的全部 7 层通信协议,采用了面向对象的设计方法,通过网络...
阅读更多(1) 通信速度快 CC-l ink 达到了行业中最高的通信速度 (10 Mbit/s) ,可确保需高速响应的传感器输入和智能化设备间的大容量数据的通信。可以选择对系统最合适的通信速度及总的距离,如...
阅读更多
警戒时钟指令的助记符、指令代码、操作数和程序步如表 5.8 所示。 表 5.8 警戒时钟指令要素 WDT 指令刷新顺序程序的警戒时钟。如果扫描周期时间(从 0 步到 END 或 FEND 指令)超过 10...
阅读更多PROFIBUS 是 Process Field Bus 的缩写,它是 1989 年由以 Siemens 为首的 13 家公司和 5 家科研机构在联合开发的项目中制订的标准化规范。 1996 年 PROFIBUS 成为德国国家标准 DIN19245 ,同时又是欧洲...
阅读更多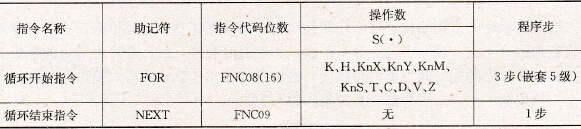
循环指令的助记符、指令代码、操作数和程序步如表 5.9 所示。 表 5.9 循环指令要素 循环指令由 FOR 及 NEXT 两条指令构成,这两条指令总是成对出现的。在梯形图中相距最近的 FOR 指令和...
阅读更多CAN 是控制器局域网络 (Co ntroller Area NetWork) 的简称。它是德国 Bosch 公司及几个半导体集成电路制造商开发出来的,起初是专门为汽车工业设计的,目的是为了节省接线的工作量,后来由...
阅读更多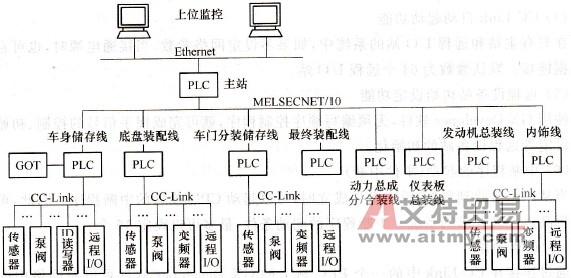
1 .汽车总装线系统构成与要求 汽车总装线由车身储存工段、底盘装配工段、车门分装输送工段、最终装配工段、动力总成分装、合装工段、前梁分装工段、后桥分装工段、仪表板总装...
阅读更多HART 是 Highway Addressable Remote Transducer 的缩写。最早由 Rosemonut 公司开发并得到 80 多家著名仪表公司的支持,于 1993 年成立了 HART 通信基金会。这种被称为可寻址远程传感器高速通道的开...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则