

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 首添加常开点,然后将【运算块】拖入编程区后,再单击功能块的【???】,如图 10-45 所示。 图 10-45 编程的基本操作说明 (2) 如图 1046 中框选所示,选择【 GET STATE 】,用于查询
(1)首添加常开点,然后将【运算块】拖入编程区后,再单击功能块的【???】,如图10-45所示。
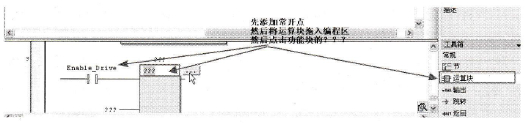
图10-45 编程的基本操作说明
(2)如图1046中框选所示,选择【GET STATE】,用于查询ATV32变频器从站的当前的NMT状态,当处于OPERATIONAL时给变频器使能,为下一步MC Power ATV做准备。
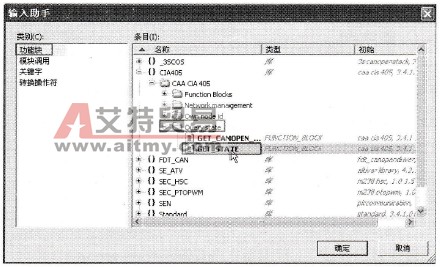
图10-46 使用输入助手调用GET STATE
这部分编程如图10-47所示。
(3)调用ATV单轴功能块,完成程序编程,变频器单轴功能块调用位置如图10-48所示。
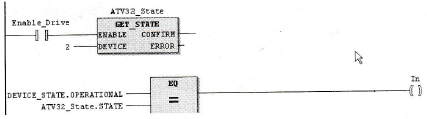
图10-47 实际编程说明1
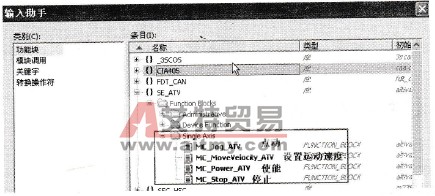
图10-48 变频器单轴功能块调用位置
(4)实际编程如图10-49所示,MC Power ATV为使能,MC Reset ATV用于复位变频器的故障。
实际编程说明3如图10-50所示,MoveVelocity用于设置速度,当在Execute上升沿时,设置的速度有效,MC_Stop用于停止变频器。
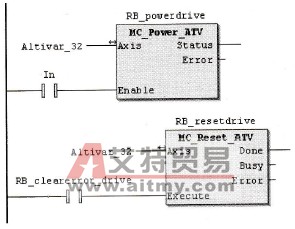
图10-49 实际编程说明2
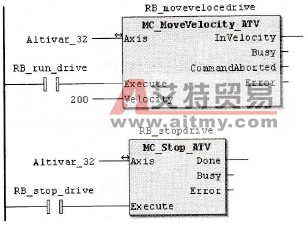
图10-50 实际编程说明3
实际编程说明4如图10-51所示,MC_Jog用于变频器的正向点动和反向点动。
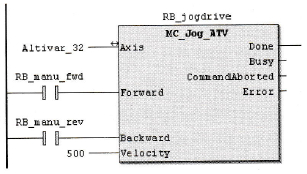
图10-51 实际编程说明4
读者通过本案例中所演示的使用SoMachine平台进行编程的方法,使小型M238 PLC与ATV32变频器实现了CANopen通信,不仅工作可靠,而且达到了数据交换流畅、设备可以长期运行的效果。

 PLC编程的基本规则
PLC编程的基本规则





