

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 链条炉的工作过程及控制要求 图 7. 20 链条炉是化工厂中一种常用的燃煤蒸汽锅炉,图 7. 20 为其组成示意图。开炉时首先启动引风机和给水泵,然后开送煤链条的电动机,最后开鼓风
(1)链条炉的工作过程及控制要求
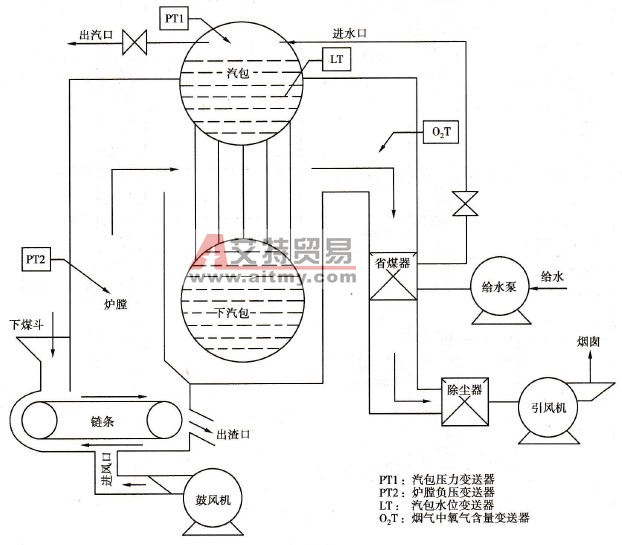
图7. 20
链条炉是化工厂中一种常用的燃煤蒸汽锅炉,图7. 20为其组成示意图。开炉时首先启动引风机和给水泵,然后开送煤链条的电动机,最后开鼓风机,引火燃烧。当汽包中蒸汽压力达到一定数值时,便可开阀送汽。关机时应先停鼓风机,再停链条传送带,最后停引风机及进水泵。另外,开关量控制还包括汽包中水位上、下限报警及联锁,汽包中蒸汽压力上限报警及联锁等功能。开关量控制由FX2N的开关量部分承担,下面仅介绍其模拟控制部分。链条炉模拟控制部分包括4个回路,控制原理方框图如图7. 21所示。
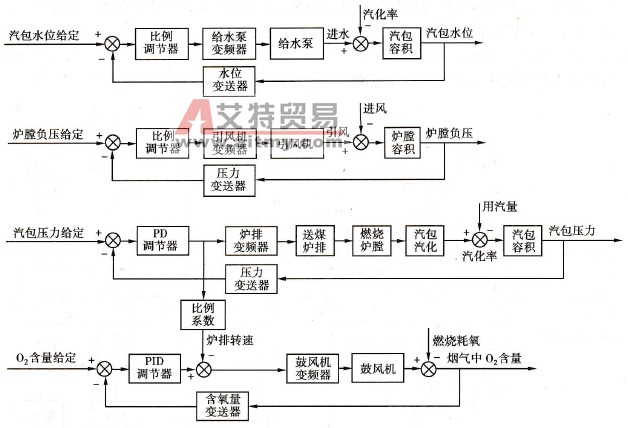
图7. 21
1)汽包中水位的恒定控制回路
通过调节进水电机的转速来调节进水流量,自动补偿由蒸发引起汽包中水位的变化。该回路中已包含积分环节,可采用比例调节器。
2)汽包中蒸汽压力的恒定控制回路
通过调节炉排的转速来调节送煤量,从而控制炉膛中的燃烧强度,达到自动补偿由用汽量引起的汽包中蒸汽压力的变化。该回路中已包含积分环节,采用PD调节器的目的是为了加快调节速度。
除了以上两个控制回路之外,为了提高燃烧效率,还需要控制炉膛的负压和出口烟气中O2的含量。
3)炉膛负压控制回路
通过调节引风电机转速来稳定炉膛内负压。
4)出口烟气中O2含量控制回路
出口烟气中O2含量过高,表明进口风量过剩,热量随烟气消耗增大;出口烟气中O2含量过低,表明进口风量不足,炉膛内的煤不能完全燃烧就被排出,造成浪费。所以,控制好出口烟气中O2含量对锅炉运行的经济性很重要。控制方法是调节鼓风机转速来控制空气(或O2)的进给量,要求空气(或O2)的进给量能自动跟随燃煤进给量变化。本控制回路采用PID调节器。
(2)系统的构成
链条炉有4个模拟控制回路,每个控制回路的执行机构均由交流变频装置调速的电动机承担;同时,锅炉有输入输出开关量需要控制,采用PLC作为控制主体对开关量和模拟量进行综合控制。本系统选用三菱公司FX2N-32MR型PLC作为主机,同时配备FX2N-4AD和FX2N-4DA两个特殊模块作为模拟控制回路的输入输出接口,其中,FX2 N-4AD模块的4个回路分别与PTI、PT2、LT、O2T等4个变送器相连接,接收它们4- 20mA的模拟电流信号,用FX2N-4DA模块的4路4- 20mA模拟输出电流信号分别去控制4台电动机的调速变频器;另外,配置人机界面作为给定参数设定和工作参数的实时显示。系统结构如图7. 22所示。
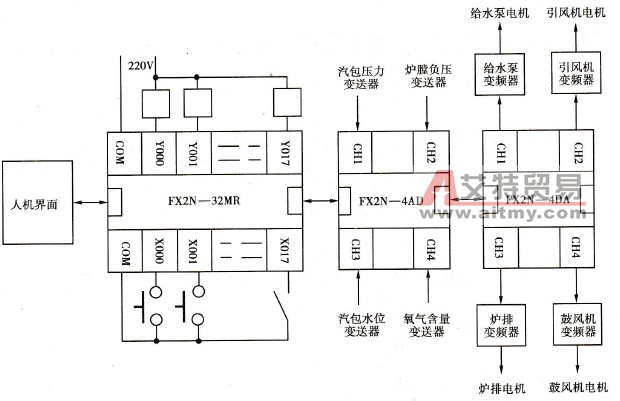
图7. 22

 PLC编程的基本规则
PLC编程的基本规则





