

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介本例采用柔性编程方法来设计轮胎硫化机的通用自动控制程序,选用三菱可编程控制器 FX2N 作为控制主机。轮胎硫化机的自动工作特点是分几个步序完成,每个步序根据工艺要求操作不
本例采用柔性编程方法来设计轮胎硫化机的通用自动控制程序,选用三菱可编程控制器FX2N作为控制主机。轮胎硫化机的自动工作特点是分几个步序完成,每个步序根据工艺要求操作不同的电磁阀,每个步序的硫化时间需要分别设置。设硫化机有24个需要控制点,分别接到可编程控制器的Y0至Y37输出点上。输入控制信号有运行信号(接于X2上)和延时控制信号(接于X1上)。当X2有效时进行硫化,当X2无效时终止硫化。X1瞬间有效一次,则该步序的硫化时间延长一次定时段(可设置)。
硫化机的控制梯形图如图7. 13所示。本系统共设计了9个步序,每个步序的工作情况用一状态来表示。另外,在不硫化时(X2无效)作为一个状态(初始状态),硫化结束后也作为一个状态,这样共有11个步进状态。
①初始状态主要是对各计数器(定时用)进行复位,输出相应的指示信号,各部件恢复初始状态,并等待硫化开始信号的到来。
②硫化工作状态每个步序程序相类似,由工艺要求选择输出。以0. 1s的精度进行定时,利用计数器定时的目的是便于用延时控制来修改步序的硫化时间,图7. 13中M1有效时,计数器暂停。在每个步序中如果X2无效,即终止硫化,转回初始状态。计数结束后转到下一个步序。
③结束状态输出相应的信号,并进行开模取出轮胎。需要进行第二个硫化周期时必须先断开X2,然后再接通它,重新开始硫化周期。
控制程序的特点如下:
①充分利用功能指令,以字形式控制输出,提高程序的效率,通过修改相应参数便适应不同的外部连线或动作性质,实现动作参数化和柔性化。例如,第一步序输出要求为Y1、Y7、Y12、Y23输出为1,而其他输出为0,即 Y27-Y20Y17-Y10Y7-Y0 为:“000010000000010010000010”。这些数据排列成十六进制数080482,则在梯形图中第一步设定程序为:“DMOV H80482 D12”。
如果第一步序输出要求改为Y0、Y6、Y12、Y13、Y14、Y21、Y25、Y26、Y27为1,其余为0,则把梯形图中第一步设定程序改为“DMOV HE21C41 D12”即可,其他程序不变。
②步序数可灵活选用,以最大可能步序数进行编程。实际应用时,根据需要选用前几步,不用的步序只要将其定时设定值置0即可。
③通过延时程序,可以修改每个步序的工作时间。
④电源瞬间断电能记忆步序,电源恢复后可以继续执行。
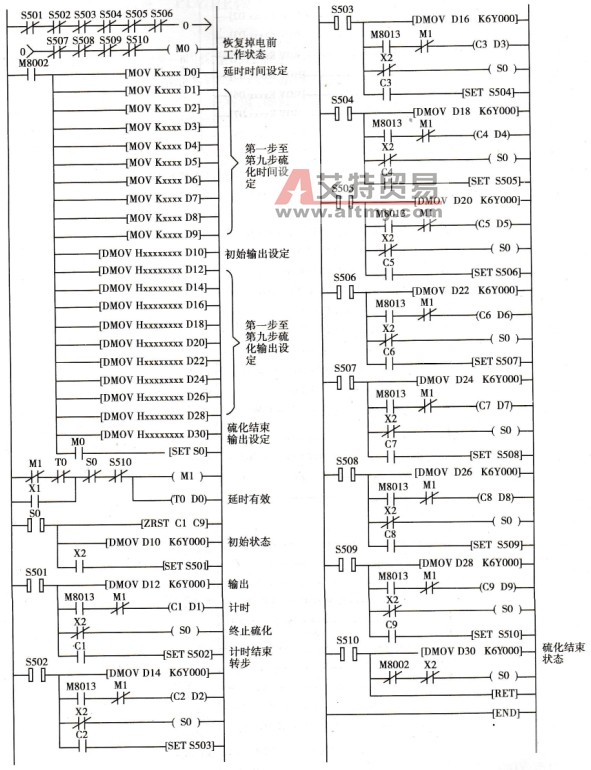
图7. 13 用步进指令编程
⑤通用性好,现场调试方便。图7. 13中各步序的梯形图是非常相似的。若利用变址寄存器的功能可以编写出效率更高的程序,如图7. 14所示。
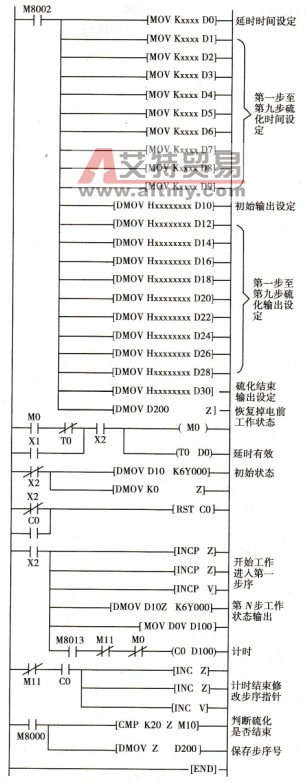
图7. 14 用变址寄存器编程

 PLC编程的基本规则
PLC编程的基本规则





