

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 概述 电子束焊机是一种高能量密度的真空熔焊设备,广泛应用于航空航天、核工业、仪器仪表制造业、汽车工业等领域中。它集机械、真空、高电压、电控和电子光学等技术于一体
(1)概述
电子束焊机是一种高能量密度的真空熔焊设备,广泛应用于航空航天、核工业、仪器仪表制造业、汽车工业等领域中。它集机械、真空、高电压、电控和电子光学等技术于一体,是一种技术密集型设备,控制系统十分复杂。
采用欧姆龙CQM1H中型机能达到如下目的:
①用通用I/O模块完成焊机的逻辑操作。
②利用D/A和A/D模块完成焊接参数的设定和采样。
③利用脉冲单元完成工作台拖动控制。
④利用人机界面完成人机通信、故障显示和参数打印。
下面仅介绍其中抽真空动作过程开关量控制情况。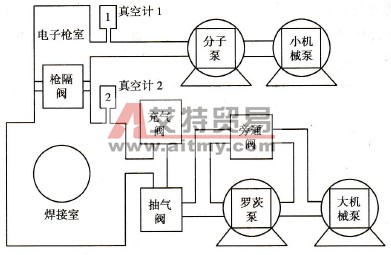
图7. 11
(2)真空系统
电子束焊机需要在真空环境中工作,其真空系统如图7. 11所示。它由电子枪室和焊接室两套真空系统组成。正常工作时,电子枪室的真空压力要求低于10-2Pa才能满足高压电源的绝缘要求。焊接室的真空压力低于5 Pa时便可以工作。上下两室的压力差靠枪隔阀的特殊结构产生气阻来保证动态平衡。
1)动作过程
①抽气把焊接室的门关好后关充气阀,启动小机械泵和大机械泵,开旁通阀和抽气阀;当电子枪室真空压力低于10 Pa时,启动分子泵;当焊接室的真空压力低于800 Pa时,关旁通阀,并启动罗茨泵;当电子枪室气压低于10-2Pa而焊接室的气压低于5 Pa时,开枪隔阀并输出真空准备就绪信号,此时,允许加电子束焊机电子枪供电电源,准备下束焊接。图7. 11中两真空计有真空状态输出信号,每个状态设定值可分别设定。
②充气焊接结束后,更换工作时,需对焊接室充气。首先关枪隔阀,让小机械泵和分子泵继续工作。关抽气阀和罗茨泵,然后开充气阀。
③停机在停机之前,首先按抽气步骤对焊接室和电子枪室抽真空,然后关所有的阀门,依次关掉分子泵、罗茨泵、大机械泵和小机械泵。
2)相关I/O地址安排
①输入部分:
IRO0100小机械泵按钮 IR00200枪隔阀关
IR00101 分子泵按钮 IR00201 枪隔阀开
IR00102大机械泵按钮 IR00202充气阀关
IR00103 罗茨泵按钮 IR00203 充气阀开
IR00104枪隔阀按钮 IR00204抽气阀关
IR00105 充气阀按钮 IR00205 抽气阀开
IR00106抽气阀按钮 IR00206旁通阀关
IR00107旁通阀按钮 IR00207旁通阀开
IR00108 自动抽气按钮 IR00208 真空计1的低真空信号
IR00109 自动充气按钮 IR00209 真空计1的高真空信号
IR00110 自动停机按钮 IR00210真空计2的低真空信号
IR00111手动/自动选择按钮 IR00211真空计2的高真空信号
IR00112小机械泵故障 IR00212焊接室关门信号
IR00113分子泵故障
IR00114大机械泵故障
IR00115罗茨泵故障

 PLC编程的基本规则
PLC编程的基本规则





