

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介1 .确定设计任务书 T1 、 T2 、 T3 、 T4 为钻头,用其实现钻功能。 X 轴、 Y 轴、 Z 轴实现加工中心三坐标 6 个方向上的运动。围绕 T1 ~ T4 刀具,分别运用 X 轴的左右运动、 Y 轴的前后
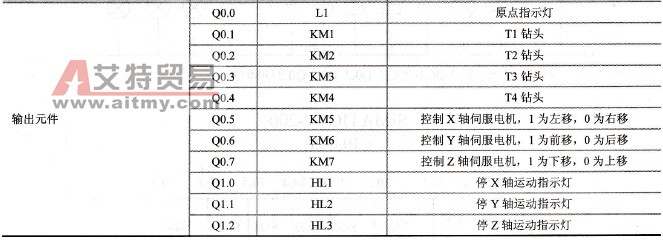
1.确定设计任务书 T1、T2、T3、T4为钻头,用其实现钻功能。X轴、Y轴、Z轴实现加工中心三坐标6个方向上的运动。围绕T1~T4刀具,分别运用X轴的左右运动、Y轴的前后运动、Z轴上下运动实现整个加工过程。工艺图如图744所示。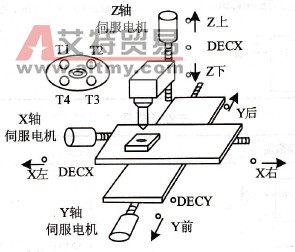 图7-44 加工中心工艺图 2.确定外围I/O设备 (1)输入设备:系统启动按钮、停止按钮各1个。 (2)输出设备:原点指示灯、停X轴运行指示灯、停Y轴运动指示灯、停Z轴运动指示灯、4个接触器(控制钻头T1、T2、T3和T4的电动机)。 3.选用PLC的型号 选用的PLC是西门子公司的S7-200系列小型PLC-CPU226。 4.输入/输出地址分配 加工控制中心系统共有8个输入,11个输出,见表7-31。 表7-31 输入/输出地址分配表
图7-44 加工中心工艺图 2.确定外围I/O设备 (1)输入设备:系统启动按钮、停止按钮各1个。 (2)输出设备:原点指示灯、停X轴运行指示灯、停Y轴运动指示灯、停Z轴运动指示灯、4个接触器(控制钻头T1、T2、T3和T4的电动机)。 3.选用PLC的型号 选用的PLC是西门子公司的S7-200系列小型PLC-CPU226。 4.输入/输出地址分配 加工控制中心系统共有8个输入,11个输出,见表7-31。 表7-31 输入/输出地址分配表
 5.程序流程图 本例为典型的顺序控制,程序流程图如图7-45所示。
5.程序流程图 本例为典型的顺序控制,程序流程图如图7-45所示。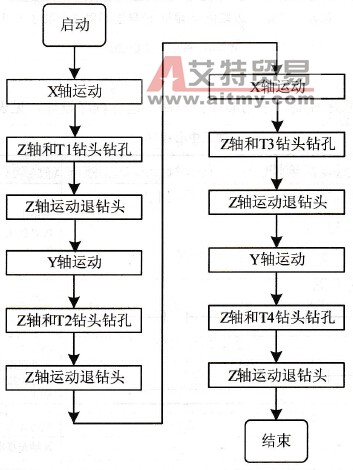 图7-45 加工中心流程图 6.PLC外部接线图 本系统的工作电源采用24V DC汇点输入,24V DC输出的形式,根据外围I/O设备,可得PLC的外部接线图如图7-46所示。
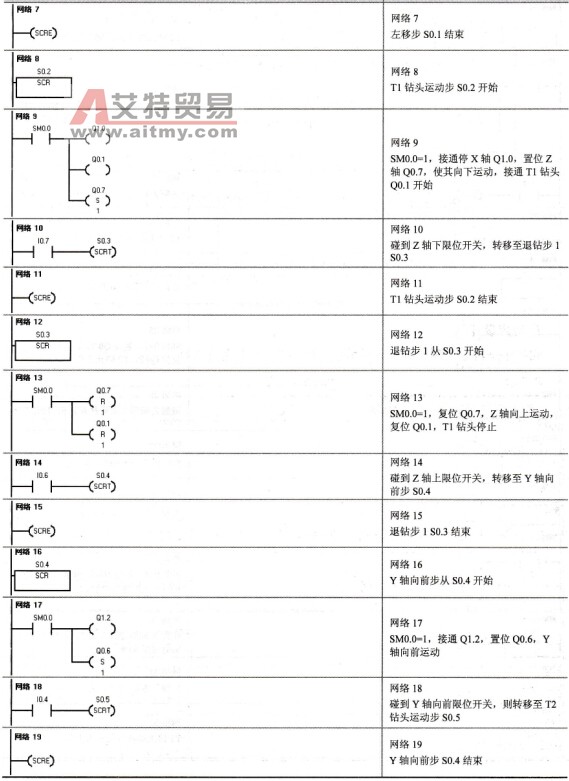
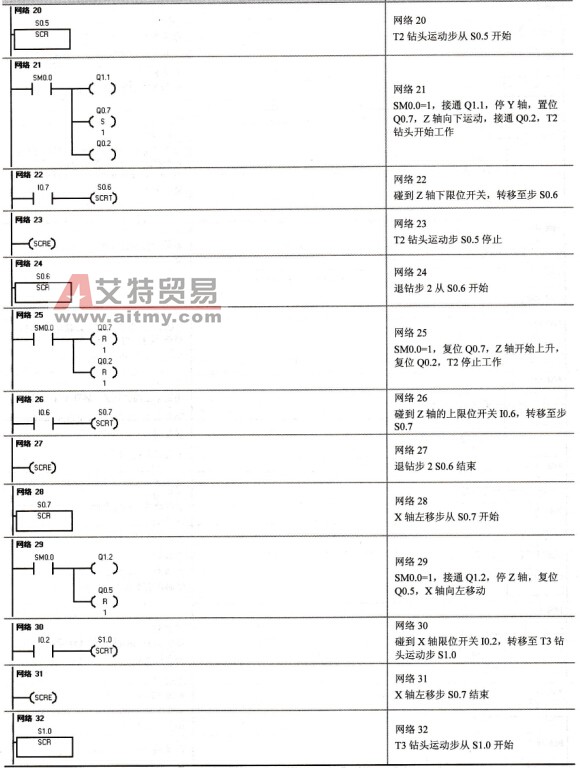
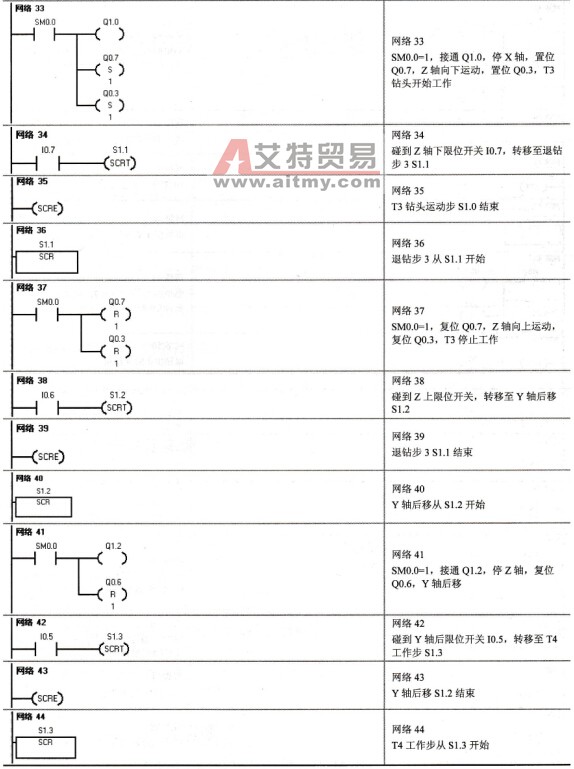
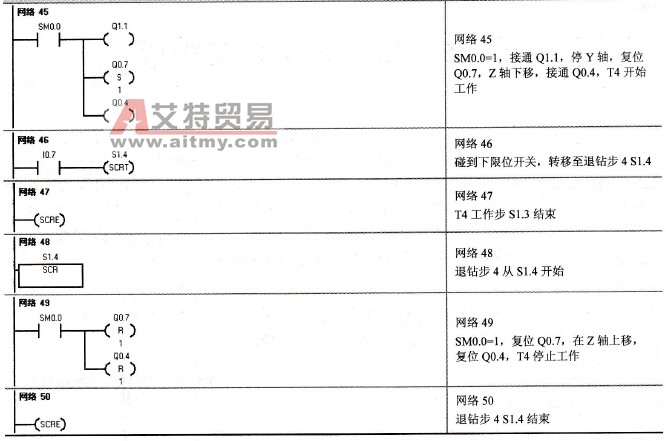
图7-45 加工中心流程图 6.PLC外部接线图 本系统的工作电源采用24V DC汇点输入,24V DC输出的形式,根据外围I/O设备,可得PLC的外部接线图如图7-46所示。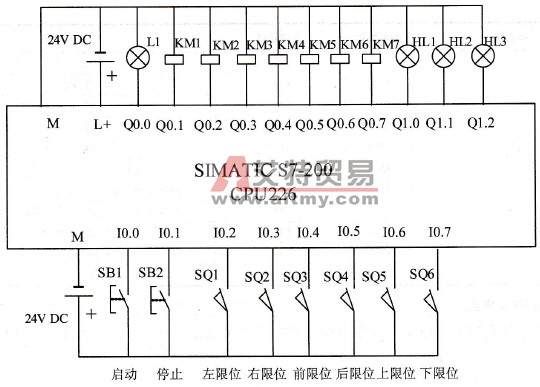 图7-46 PLC外部接线图 7.程序设计 此程序是典型的顺序控制,采用顺序控制命令进行程序设计,见表7-32。 表7-32 加工中心程序
图7-46 PLC外部接线图 7.程序设计 此程序是典型的顺序控制,采用顺序控制命令进行程序设计,见表7-32。 表7-32 加工中心程序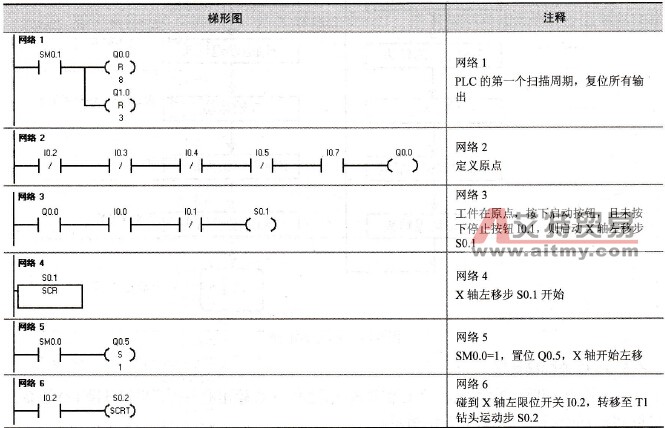

 PLC编程的基本规则
PLC编程的基本规则





