

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 该指令的指令名称、助记符、功能号、操作数和程序步长如表 5 53 所示。 表 5-53 状态初始化指令表 (2) 指令使用说明。该指令可以对步进梯形图中的状态初始化和一些特殊辅助继电器
(1)该指令的指令名称、助记符、功能号、操作数和程序步长如表5 53所示。 表5-53 状态初始化指令表 (2)指令使用说明。该指令可以对步进梯形图中的状态初始化和一些特殊辅助继电器进行自动切换控制。使用说明如图5-88所示。
(2)指令使用说明。该指令可以对步进梯形图中的状态初始化和一些特殊辅助继电器进行自动切换控制。使用说明如图5-88所示。![]() 图5-88 状态初始化指令使用说明 指令中[S·]指定运行模式的初始输入,在图5-88中,元件功能如下: X020:手动操作控制; X021:返回原点操作; X022:单步操作控制; X023:单循环操作; X024:自动循环控制; X025:返零启动; X026:自动操作启动; X027:停止; S20:指定自动模式中的实用状态的最小步序号; S40:指定自动模式中实用状态的最大步序号。 当M8000为ON,执行IST指令时,下列元件被自动切换控制。但是,M8000为OFF时,下列单元状态清除。 禁止转移M8040:所有状态被禁止; 转移开始M8041:从初始状态转移; 启动脉冲M8042:输出脉冲; S0:手动操作初始状态; S1:回零点初始化状态; S2:自动操作初始状态。 STL监测有效M8047:动作时将S0~S899的状态按顺序存入D8040~D8047中。 注意事项如下: 1)使用IST指令时,PLC自动将S10~S19作为回零作用。因此在编程中请勿将这些状态作为普通状态使用。另外,PLC还将S0~S9作为状态初始化处理,其中S0、S1、S2分别作为上述的手动操作、回零、自动操作使用。 2)IST指令应在状态S0、S1、S2等的一系列STL指令之前先编程。 3)为了防止上面指定的X020~X024同时为ON,必须采用转换开关。 4)若复原完毕继电器M8043未动作时,手动(X020)、回原点(X021)、自动(X022、X023、X024)之间进行切换动作时,则所有输出全为OFF。反之,M8043动作,输出按指令要求回原点。 【应用实例】 机械手传送工件示意图见图4-2,面板布置如图5-89所示,机械手控制要求如下: (1)可手动操作,每个动作均能单独操作,用于将机械手复归至原点位置; (2)可单周期运行,在原点位置按启动按钮时,机械手按图4-2连续工作一个周期,一个周期的工作过程是:原点→下降→夹紧(1s)→上升→右移→下降→放松(1s)→上升→左移到原点。若机械手起始位置不在原点,则不能开始连续运行; (3)可实现单步运行,即每按一下单步运行按钮,机械手走一步; (4)可实现连续运行,即实现一个周期运行后自动进入下一个周期的运行; (5)可实现回原点,要求机械手回原点后才可实现自动运行。 用IST指令来实现手动控制、单步运行、单周期自动运行、连续运行功能的切换。控制面板如图5-89所示。
图5-88 状态初始化指令使用说明 指令中[S·]指定运行模式的初始输入,在图5-88中,元件功能如下: X020:手动操作控制; X021:返回原点操作; X022:单步操作控制; X023:单循环操作; X024:自动循环控制; X025:返零启动; X026:自动操作启动; X027:停止; S20:指定自动模式中的实用状态的最小步序号; S40:指定自动模式中实用状态的最大步序号。 当M8000为ON,执行IST指令时,下列元件被自动切换控制。但是,M8000为OFF时,下列单元状态清除。 禁止转移M8040:所有状态被禁止; 转移开始M8041:从初始状态转移; 启动脉冲M8042:输出脉冲; S0:手动操作初始状态; S1:回零点初始化状态; S2:自动操作初始状态。 STL监测有效M8047:动作时将S0~S899的状态按顺序存入D8040~D8047中。 注意事项如下: 1)使用IST指令时,PLC自动将S10~S19作为回零作用。因此在编程中请勿将这些状态作为普通状态使用。另外,PLC还将S0~S9作为状态初始化处理,其中S0、S1、S2分别作为上述的手动操作、回零、自动操作使用。 2)IST指令应在状态S0、S1、S2等的一系列STL指令之前先编程。 3)为了防止上面指定的X020~X024同时为ON,必须采用转换开关。 4)若复原完毕继电器M8043未动作时,手动(X020)、回原点(X021)、自动(X022、X023、X024)之间进行切换动作时,则所有输出全为OFF。反之,M8043动作,输出按指令要求回原点。 【应用实例】 机械手传送工件示意图见图4-2,面板布置如图5-89所示,机械手控制要求如下: (1)可手动操作,每个动作均能单独操作,用于将机械手复归至原点位置; (2)可单周期运行,在原点位置按启动按钮时,机械手按图4-2连续工作一个周期,一个周期的工作过程是:原点→下降→夹紧(1s)→上升→右移→下降→放松(1s)→上升→左移到原点。若机械手起始位置不在原点,则不能开始连续运行; (3)可实现单步运行,即每按一下单步运行按钮,机械手走一步; (4)可实现连续运行,即实现一个周期运行后自动进入下一个周期的运行; (5)可实现回原点,要求机械手回原点后才可实现自动运行。 用IST指令来实现手动控制、单步运行、单周期自动运行、连续运行功能的切换。控制面板如图5-89所示。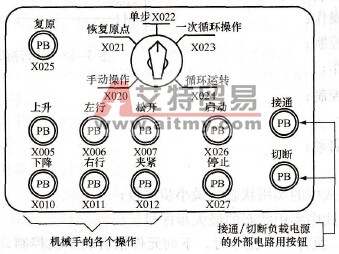 图5-89 机械手控制面板 编写出步进状态初始化、手动操作、回原点、自动运行(包括单步、单周期循环、连续运行)四部分梯形图程序,如图5-90所示,完整程序如图5-91所示。
图5-89 机械手控制面板 编写出步进状态初始化、手动操作、回原点、自动运行(包括单步、单周期循环、连续运行)四部分梯形图程序,如图5-90所示,完整程序如图5-91所示。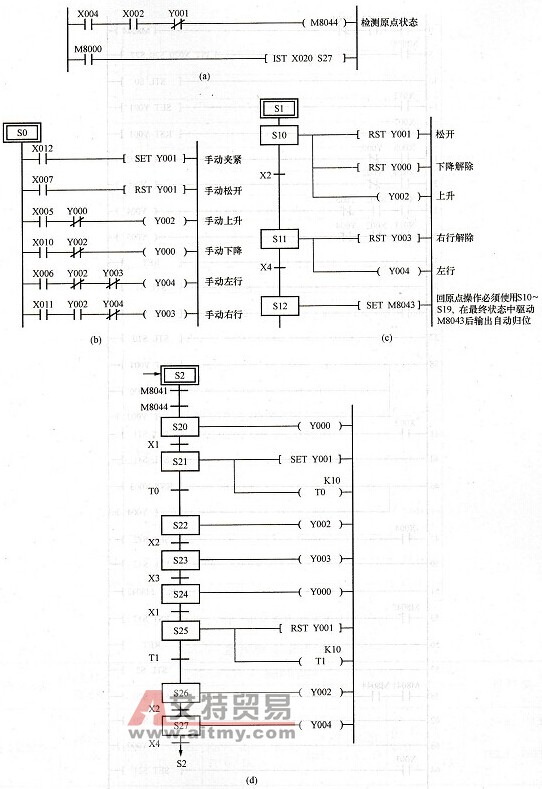 图5-90 机械手状态初始化、手动操作、回原点、自动运行图 (a)初始化程序;(b)手动操作程序;(c)回原点操作程序;(d)自动运行
图5-90 机械手状态初始化、手动操作、回原点、自动运行图 (a)初始化程序;(b)手动操作程序;(c)回原点操作程序;(d)自动运行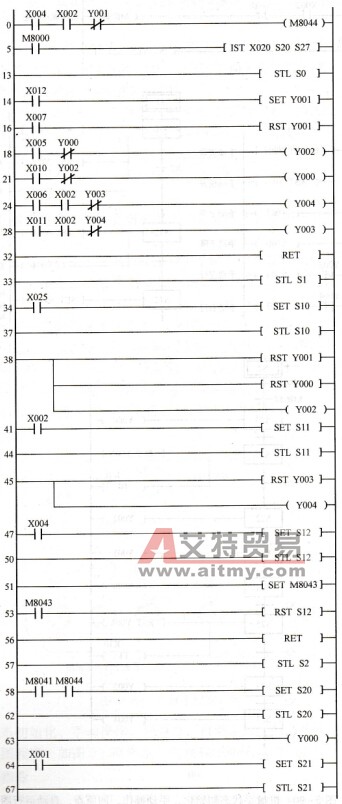
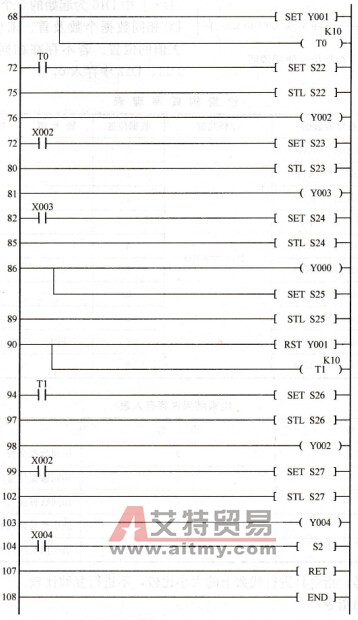 图5-91 机械手控制程序
图5-91 机械手控制程序

 PLC编程的基本规则
PLC编程的基本规则





