

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介【应用实例】 用步进指令设计一个电镀槽生产线的控制程序。 控制要求:具有手动控制和自动控制功能,手动控制时,各动作能分别操作;自动控制时,按下启动按钮后,从原点开始
【应用实例】 用步进指令设计一个电镀槽生产线的控制程序。 控制要求:具有手动控制和自动控制功能,手动控制时,各动作能分别操作;自动控制时,按下启动按钮后,从原点开始按图4-23所示的流程运行一周回到原点;图中SQ1~SQ4为行车进退限位开关,SQ5、SQ6为吊钩上、下限位开关。 I/O分配如下: X0:自动/手动转换;X1:右限位;X2:第二槽限位;X3:第三槽限位;X4:左限位;X5:上限位;X6:下限位;X7:停止;X10:自动位启动;X11:手动向上;X12:手动向下;X13:手动向右;X14:手动向左;Y0:吊钩上;Y1:吊钩下;Y2:行车右行;Y3:行车左行;Y4:原点指示。 I/O接线图如图4-24所示。 PLC控制程序如图4-25所示,可运用跳转指令来编写手动/自动程序。当X0断开时,为手动运行,此时从CJ P0指令至P0处的程序,即手动程序没有跳转,扫描执行,扫描至FEND时从头开始重新扫描。当X0接通时,手动程序段被跳转,未被扫描,此时执行自动程序(在主程序中未详细列出)。自动程序的状态转移图如图4-26所示。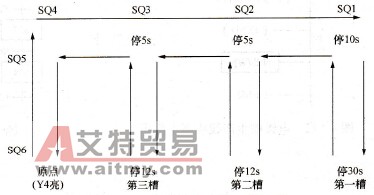 图4-23 电镀槽生产线工作流程
图4-23 电镀槽生产线工作流程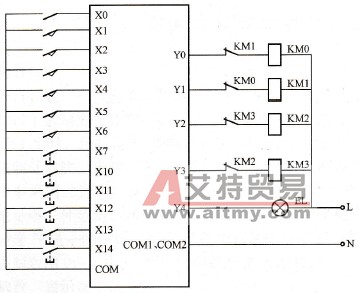 图4-24 电镀槽生产线I/O接线图
图4-24 电镀槽生产线I/O接线图 图4-25 电镀槽生产线控制主程序
图4-25 电镀槽生产线控制主程序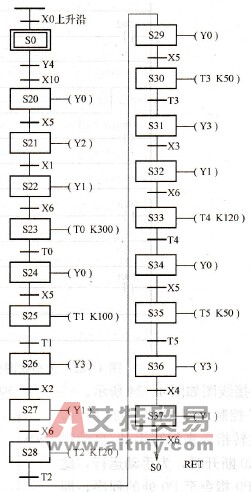 图4-26 自动程序状态转移图
图4-26 自动程序状态转移图

 PLC编程的基本规则
PLC编程的基本规则





