

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 该指令的指令名称、助记符、功能号、操作数和程序步长如表 5-58 所示。 表 5-58 旋转工作台控制指令表 (2) 指令使用说明。 ROTC 指令是将旋转工作台的工作位置移动到指定位置的指令
(1)该指令的指令名称、助记符、功能号、操作数和程序步长如表5-58所示。 表5-58 旋转工作台控制指令表 (2)指令使用说明。ROTC指令是将旋转工作台的工作位置移动到指定位置的指令,该指令在程序中只能用一次。指令使用如图5 - 95所示,旋转工作台如图5-96所示。
(2)指令使用说明。ROTC指令是将旋转工作台的工作位置移动到指定位置的指令,该指令在程序中只能用一次。指令使用如图5 - 95所示,旋转工作台如图5-96所示。 图5-95 ROTC指令
图5-95 ROTC指令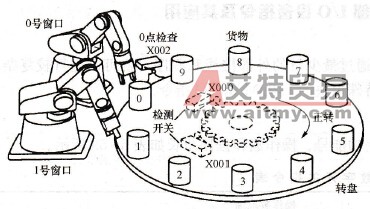 图5-96 旋转工作台示意图 ROTC指令中数m1=10为旋转工作台每旋转一周,编码器输出的脉冲数,或称圆周分割数。m2 =2为设定工作台低速区间数,到达目的位置时需要在距目的位置1.5倍的固定位置间开始减速的脉冲数,m2≤m1。D200作为计数寄存器使用,表示在“零点”的当前位置,D201为相对于“零点”的目标位置用户定义,D202为指定取出工件号寄存器。目标元件M0为以M0开始的连续8个位元件,其中: M0:A相脉冲信号,由检测开关X000输入; M1:B相脉冲信号,由X001输入; M2:零点检测信号,由X002输入; M3:高速正转; M4:低速正转: M5:停止; M6:低速正转; M7:高速正转。 M0、M1、M2为预先创建分别由输入X000、X001、X002驱动,程序如图5-97所示,A、B相脉冲如图5-98所示。M3~M7为当X010为ON时驱动ROTC指令自动得到的执行结果。
图5-96 旋转工作台示意图 ROTC指令中数m1=10为旋转工作台每旋转一周,编码器输出的脉冲数,或称圆周分割数。m2 =2为设定工作台低速区间数,到达目的位置时需要在距目的位置1.5倍的固定位置间开始减速的脉冲数,m2≤m1。D200作为计数寄存器使用,表示在“零点”的当前位置,D201为相对于“零点”的目标位置用户定义,D202为指定取出工件号寄存器。目标元件M0为以M0开始的连续8个位元件,其中: M0:A相脉冲信号,由检测开关X000输入; M1:B相脉冲信号,由X001输入; M2:零点检测信号,由X002输入; M3:高速正转; M4:低速正转: M5:停止; M6:低速正转; M7:高速正转。 M0、M1、M2为预先创建分别由输入X000、X001、X002驱动,程序如图5-97所示,A、B相脉冲如图5-98所示。M3~M7为当X010为ON时驱动ROTC指令自动得到的执行结果。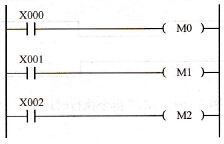 图5-97 驱动程序
图5-97 驱动程序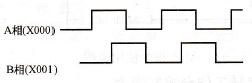 图5-98 A、B相脉冲 当X010为ON、零点检测信号X002为ON时,M2 =1,计数寄存器D200的内容清零,为工件转到零点检测点进行计数。 设旋转工作台每旋转一周,编码器发出500个脉冲,工作台有10个位置,编号为0~9,则当工作台从一个位置移动到下一个位置时,编码器发出50个脉冲。设原点编号为0则从编号7移动到编号3,ROTC指令中的参数为 [D·]+1=50×3 =150个脉冲 [D·]+2=50×7=350个脉冲 m1= 500 m2=50×1.5=75个脉冲
图5-98 A、B相脉冲 当X010为ON、零点检测信号X002为ON时,M2 =1,计数寄存器D200的内容清零,为工件转到零点检测点进行计数。 设旋转工作台每旋转一周,编码器发出500个脉冲,工作台有10个位置,编号为0~9,则当工作台从一个位置移动到下一个位置时,编码器发出50个脉冲。设原点编号为0则从编号7移动到编号3,ROTC指令中的参数为 [D·]+1=50×3 =150个脉冲 [D·]+2=50×7=350个脉冲 m1= 500 m2=50×1.5=75个脉冲

 PLC编程的基本规则
PLC编程的基本规则





