

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介在化工、冶金、轻工等行业中,有许多是当某变量的变化规律无法预先确定时,要求被控变量能够以一定的精度跟随该变量变化的随动系统。本节将以刨花板生产线的拌胶机系统为例,
在化工、冶金、轻工等行业中,有许多是当某变量的变化规律无法预先确定时,要求被控变量能够以一定的精度跟随该变量变化的随动系统。本节将以刨花板生产线的拌胶机系统为例,介绍PLC在随动控制系统中的应用。 一、工艺流程与控制要求 拌胶机工艺流程如图13 - 14所示。刨花由螺旋给料机供给,压力传感器检测刨花量。胶由胶泵抽给,用电磁流量计检测胶的流量;刨花和胶要按一定的比例送到拌胶机内搅拌,然后将混合料供给下一道热压机工序蒸压成型。 要求控制系统控制刨花量和胶量恒定,并有一定的比例关系,即胶量随刨花量的变化而变量,误差要求小于3%。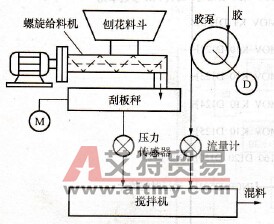 图13 - 14 拌胶机工艺流程图
图13 - 14 拌胶机工艺流程图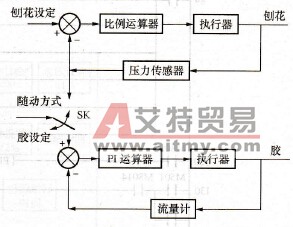 图13 -15 控制原理方框图 二、控制方案 根据控制要求,刨花控制回路采用比例(P)控制,胶量控制回路采用比例积分(PI)控制,其控制原理框图如图13 - 15所示,随动选择开关SK用于随动/胶设定方式的转换。 三、PLC的I/O分配与接线 拌料机控制系统输入信号有7个,其中用于启动、停车、随动选择的3个输入信号是开关量,而刨花给定、压力传感器信号、胶量设定、流量计信号4个输入信号是模拟量;输出信号两个,一个用于驱动调速器,另一个用于驱动螺旋给料机,均为模拟量信号。 根据I/O信号数量、类型以及控制要求,选择FX2N主机,4通道模拟量输入模块FX2N- 4AD,2通道模拟量输出模块FX2N -2DA。PLC主机与外部模块连接如图13 - 16所示,I/O分配如表13 -6所示。
图13 -15 控制原理方框图 二、控制方案 根据控制要求,刨花控制回路采用比例(P)控制,胶量控制回路采用比例积分(PI)控制,其控制原理框图如图13 - 15所示,随动选择开关SK用于随动/胶设定方式的转换。 三、PLC的I/O分配与接线 拌料机控制系统输入信号有7个,其中用于启动、停车、随动选择的3个输入信号是开关量,而刨花给定、压力传感器信号、胶量设定、流量计信号4个输入信号是模拟量;输出信号两个,一个用于驱动调速器,另一个用于驱动螺旋给料机,均为模拟量信号。 根据I/O信号数量、类型以及控制要求,选择FX2N主机,4通道模拟量输入模块FX2N- 4AD,2通道模拟量输出模块FX2N -2DA。PLC主机与外部模块连接如图13 - 16所示,I/O分配如表13 -6所示。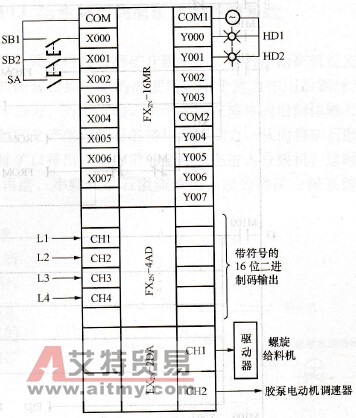 图13-16 PLC接线图 四、程序设计 根据控制原理图,刨花量设定经AD模块的CH1通道和压力传感器的刨花反馈信号经A/D转换后作差值运算,并取绝对值,然后乘比例系数KP=2,由DA模块的CH1通道输出。 表13-6 I/O分配表
图13-16 PLC接线图 四、程序设计 根据控制原理图,刨花量设定经AD模块的CH1通道和压力传感器的刨花反馈信号经A/D转换后作差值运算,并取绝对值,然后乘比例系数KP=2,由DA模块的CH1通道输出。 表13-6 I/O分配表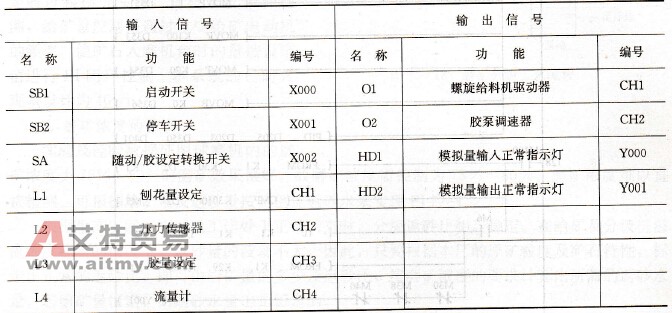 当SA转接到随动方式时,刨花的反馈量作胶的给定量,反之,由胶量单独给定。两种输入方式都是将给定量与反馈量作差值运算,通过PI调节,抑制输入波动,达到控制要求。 PLC控制程序如图13-17所示。
当SA转接到随动方式时,刨花的反馈量作胶的给定量,反之,由胶量单独给定。两种输入方式都是将给定量与反馈量作差值运算,通过PI调节,抑制输入波动,达到控制要求。 PLC控制程序如图13-17所示。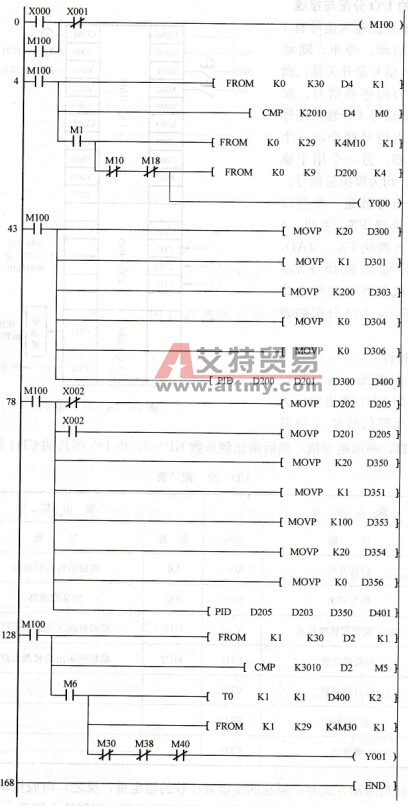 图13-17 PLC控制程序
图13-17 PLC控制程序

 PLC编程的基本规则
PLC编程的基本规则





