

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介一、项目说明 某公司有 5 台设备共用一台主电机为 11kW 的吸尘风机,用来吸取电锯工作时产生的锯屑。不同设备对风量的需求区别不是很大,但设备运转时电锯并非一直工作,而是根据
一、项目说明 某公司有5台设备共用一台主电机为11kW的吸尘风机,用来吸取电锯工作时产生的锯屑。不同设备对风量的需求区别不是很大,但设备运转时电锯并非一直工作,而是根据不同的工序投入运行。以前公司就对此风机实现了变频器控制,当时的方式是用电位器调节风量,如果哪一台设备的电锯要工作时就按一下按钮,打开相应的风口,然后根据效果调电位器以得到适当的风量。但工人在操作过程中经常会忘记操作,这就造成实际情况不尽如人意,车间灰尘太大,工作环境恶劣。最后干脆把变频器的输出调到50Hz,不再进行节能的调节。变频器只成了一个启动器,造成了资源的浪费。 二、改造方案 用PLC接收各台电锯工作的信息并对投入工作的电锯台数进行判断,根据判断,相应的输出点动作来控制变频器的多段速端子,实现多段速控制。从而不用人为的干预,自动根据投入电锯的台数进行风量控制。根据投入运行的电锯台数实施5个速段的速度控制,运行电锯台数与变频器输出频率值如表13 1所示。 表13-1 运行电锯台数与变频器输出频率值对应表 三、方案实施 1.电锯投入运行信号的采集 用电锯工作时的控制接触器的一对辅助动合触点控制一个中间继电器,中间继电器要选用最少有两对动合触点的。用其中的一对接入PLC的一个输入点,另一对控制一个气阀,气阀再带动汽缸,用汽缸启闭设备上的风口。这样就实现了PLC对投入电锯信号的接收,也实现了风口的自动启闭,简单实用。 2.变频器的参数设置和PLC接线 (1)变频器参数的设定。使用的变频器是三菱FR - A540系列。根据多段速控制的需要和风机运行的特点主要设定的参数如表13-2。 表13-2 变频器参数设置
三、方案实施 1.电锯投入运行信号的采集 用电锯工作时的控制接触器的一对辅助动合触点控制一个中间继电器,中间继电器要选用最少有两对动合触点的。用其中的一对接入PLC的一个输入点,另一对控制一个气阀,气阀再带动汽缸,用汽缸启闭设备上的风口。这样就实现了PLC对投入电锯信号的接收,也实现了风口的自动启闭,简单实用。 2.变频器的参数设置和PLC接线 (1)变频器参数的设定。使用的变频器是三菱FR - A540系列。根据多段速控制的需要和风机运行的特点主要设定的参数如表13-2。 表13-2 变频器参数设置 (2)多段速控制时端子的组合。这个系列的变频器进行多段速控制的端子为RL、RM、RH。通过这3个端子的组合最多可以实现七段速度运行。进行五段速度控制时的端子组合如表13 -3所示。 表13-3 多段速端子与速度段组合表
(2)多段速控制时端子的组合。这个系列的变频器进行多段速控制的端子为RL、RM、RH。通过这3个端子的组合最多可以实现七段速度运行。进行五段速度控制时的端子组合如表13 -3所示。 表13-3 多段速端子与速度段组合表 (3)根据改造输入/输出点数的需求,PLC选取的是FX2N- 16MR,其输入/输出点分配如表13 -4所示。PLC输出端与变频器控制端子接线图如图13 -1所示。 表13-4 I/O分配表
(3)根据改造输入/输出点数的需求,PLC选取的是FX2N- 16MR,其输入/输出点分配如表13 -4所示。PLC输出端与变频器控制端子接线图如图13 -1所示。 表13-4 I/O分配表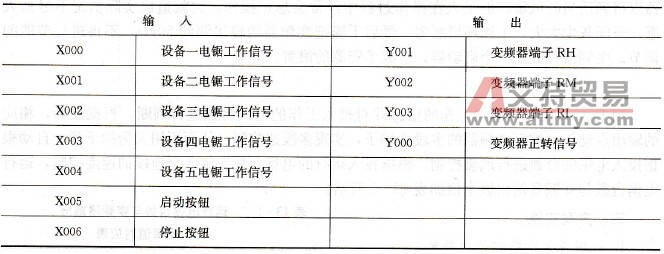
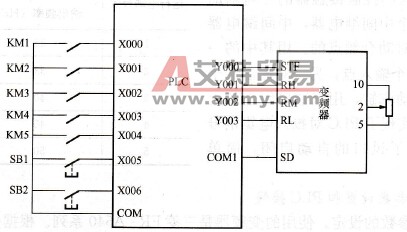 图13-1 PLC接线图 3.PLC控制程序 PLC控制程序如图13 -2所示。
图13-1 PLC接线图 3.PLC控制程序 PLC控制程序如图13 -2所示。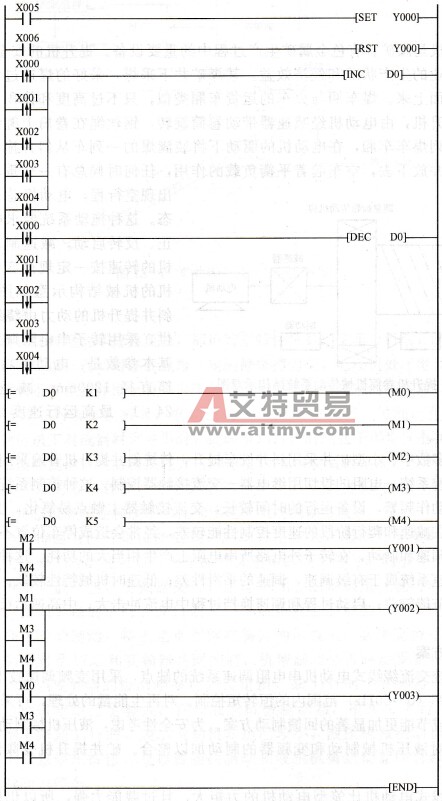 图13-2 PLC控制程序
图13-2 PLC控制程序

 PLC编程的基本规则
PLC编程的基本规则





