

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介1 .明确系统控制要求 系统要求用两个按钮来控制传送带按一定方式工作,传送带结构如图 3-30 所示。系统控制要求具体如下: 图 3-30 多级传送带结构示意图 当按下起动按钮后,电磁
1.明确系统控制要求 系统要求用两个按钮来控制传送带按一定方式工作,传送带结构如图3-30所示。系统控制要求具体如下: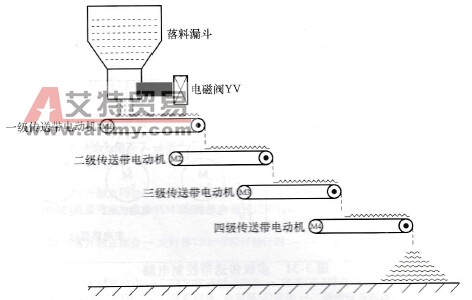 图3-30 多级传送带结构示意图 当按下起动按钮后,电磁阀YV打开,开始落料,同时一级传送带电动机M1起动,将物料往前传送,6s后二级传送带电动机M2起动,M2起动5s后三级传送带电动机M3起动,M3起动4s后四级传送带电动机M4起动。 当按下停止按钮后,为了不让各传送带上有物料堆积,要求先关闭电磁阀YV,6s后让M1停转,M1停转Ss后让M2停转,M2停转4s后让M3停转,M3停转53后让M4停转。 2.确定输入/输出设备,并为其分配合适的I/O端子 多级传送带控制采用的输入/输出设备和对应的PLC端子见表3-4。 表3-4 多级传送带控制采用的输入/输出设备和对应的PLC端子
图3-30 多级传送带结构示意图 当按下起动按钮后,电磁阀YV打开,开始落料,同时一级传送带电动机M1起动,将物料往前传送,6s后二级传送带电动机M2起动,M2起动5s后三级传送带电动机M3起动,M3起动4s后四级传送带电动机M4起动。 当按下停止按钮后,为了不让各传送带上有物料堆积,要求先关闭电磁阀YV,6s后让M1停转,M1停转Ss后让M2停转,M2停转4s后让M3停转,M3停转53后让M4停转。 2.确定输入/输出设备,并为其分配合适的I/O端子 多级传送带控制采用的输入/输出设备和对应的PLC端子见表3-4。 表3-4 多级传送带控制采用的输入/输出设备和对应的PLC端子 3.绘制多级传送带控制电路图 图3-31为多级传送带控制电路图。 4.编写PLC控制程序 启动STEP 7 - Micro/WIN编程软件,编写满足控制要求的梯形图程序,编写完成的梯形图如图3-32所示。
3.绘制多级传送带控制电路图 图3-31为多级传送带控制电路图。 4.编写PLC控制程序 启动STEP 7 - Micro/WIN编程软件,编写满足控制要求的梯形图程序,编写完成的梯形图如图3-32所示。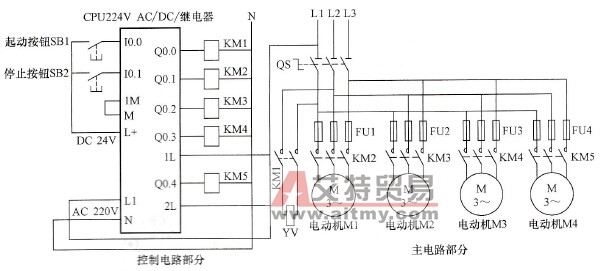 图3-31 多级传送带控制电路
图3-31 多级传送带控制电路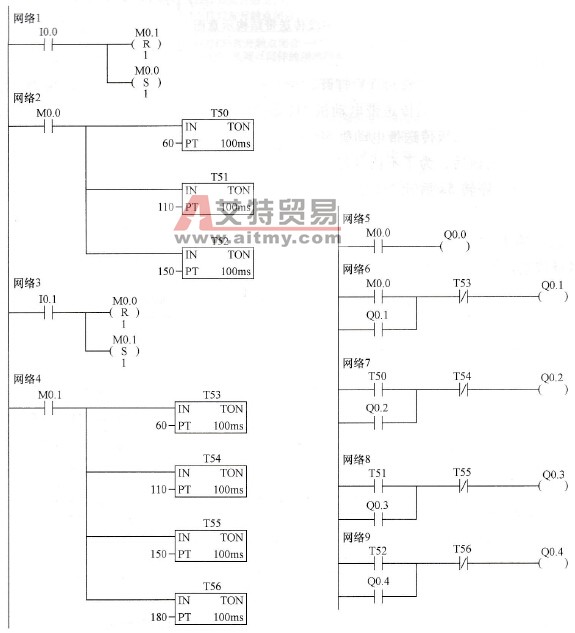 图3-32 传送带控制梯形图程序 下面对照图3-31所示控制电路来说明图3-32所示梯形图的工作原理。 (1)起动控制
图3-32 传送带控制梯形图程序 下面对照图3-31所示控制电路来说明图3-32所示梯形图的工作原理。 (1)起动控制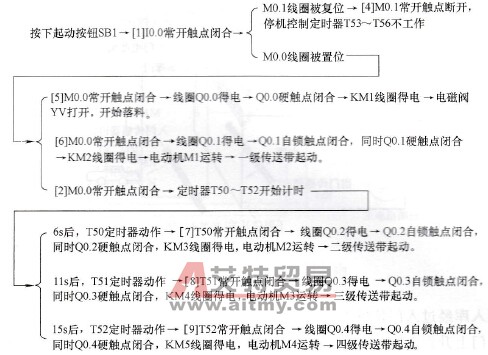 (2)停止控制
(2)停止控制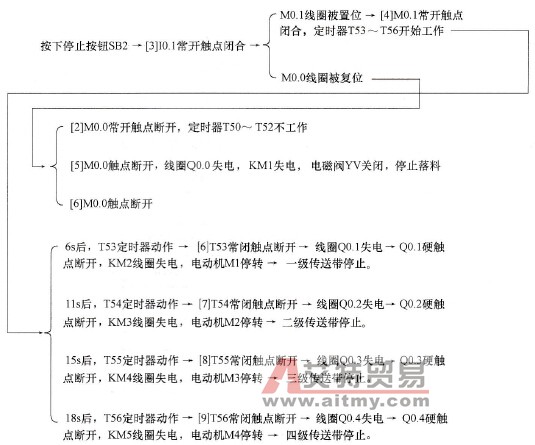

 PLC编程的基本规则
PLC编程的基本规则





