

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介某化肥厂的尿素称重系统原来由继电器控制,现改为 PLC 控制。通过改造后称量精确度提高、速度加快;维护简单、费用降低、故障率降低且判断迅速;适应工业化环境能量强;修改程
某化肥厂的尿素称重系统原来由继电器控制,现改为PLC控制。通过改造后称量精确度提高、速度加快;维护简单、费用降低、故障率降低且判断迅速;适应工业化环境能量强;修改程序简单。 一、电气控制原理 用FX2N-28MRPLC控制的称重系统电气原理图如图4-62所示。图中操作开关SA1闭合,使得输入点X10动合触点闭合,0.7s后输出继电器Y00吸合,粗进料电磁阀YV1动作;接着输出继电器Y02、Y01吸合,细进料电磁阀YV3、缓冲电磁阀YV2依次动作。其中粗进料时间1.7s,缓冲时间0.7s后停止。称毕限位开关动作,即X12闭合后结束。同时称重完毕输出继电器吸合,称量完毕指示灯点亮。若夹袋开关SA2不动作,即输入继电器X13动合触点不闭合,则只能无限期地等待卸料。当夹袋开关闭合,即X13动合触点闭合,接着输出继电器Y05、Y04依次吸合,夹袋电磁阀YV5、卸料电磁阀YV4依次动作,Y05 (YV4)经1s后卸料结束。
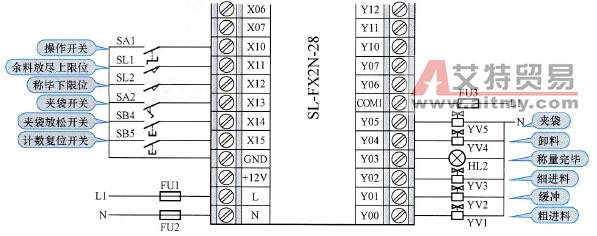 图4-62 称重系统电气原理图 当余料放尽时,上限位开关SL1闭合,即输入继电器X11动合触点闭合。夹袋开关SA2动作后,使M4、M2辅助继电器依次动作,M2经1s后返回。M5辅助继电器动作致使时间继电器T4动作,延时2.8s后使辅助继电器M4返回。 称重系统的PLC控制梯形图如图4-63所示。 二、程序调试与监控 先把FU3中的熔断器取出,给称重系统上电。将程序下载到PLC中,根据工艺要求依次手动操作有关输入点的状态,观察相应输出点的状态。若不符合工艺要求,则检查线路或修改程序。确认动作次序正确后,方可在FU3中放入熔断器,再根据现场要求调整时间继电器的设定值。称重系统在待机状态时的梯形图如图4-64所示。称重完毕时的梯形图如图4-65所示。
图4-62 称重系统电气原理图 当余料放尽时,上限位开关SL1闭合,即输入继电器X11动合触点闭合。夹袋开关SA2动作后,使M4、M2辅助继电器依次动作,M2经1s后返回。M5辅助继电器动作致使时间继电器T4动作,延时2.8s后使辅助继电器M4返回。 称重系统的PLC控制梯形图如图4-63所示。 二、程序调试与监控 先把FU3中的熔断器取出,给称重系统上电。将程序下载到PLC中,根据工艺要求依次手动操作有关输入点的状态,观察相应输出点的状态。若不符合工艺要求,则检查线路或修改程序。确认动作次序正确后,方可在FU3中放入熔断器,再根据现场要求调整时间继电器的设定值。称重系统在待机状态时的梯形图如图4-64所示。称重完毕时的梯形图如图4-65所示。
 图4-63 称重系统梯形图
图4-63 称重系统梯形图
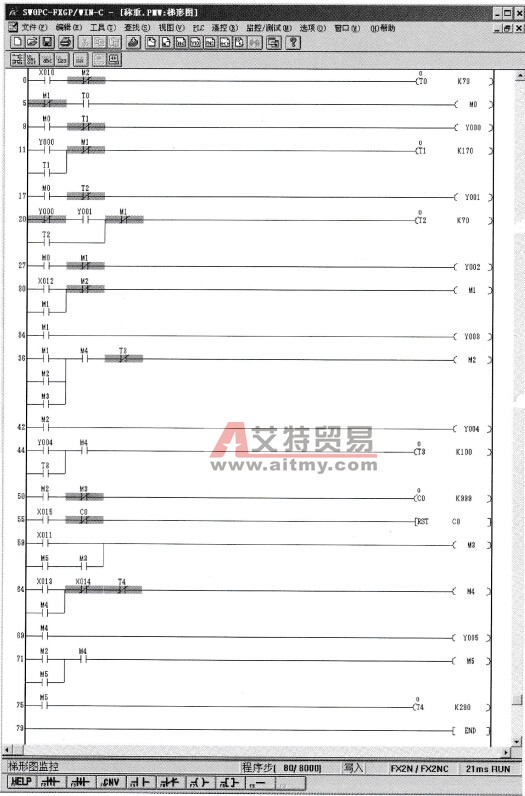 图4-64 称重系统待机状态时的梯形图
图4-64 称重系统待机状态时的梯形图
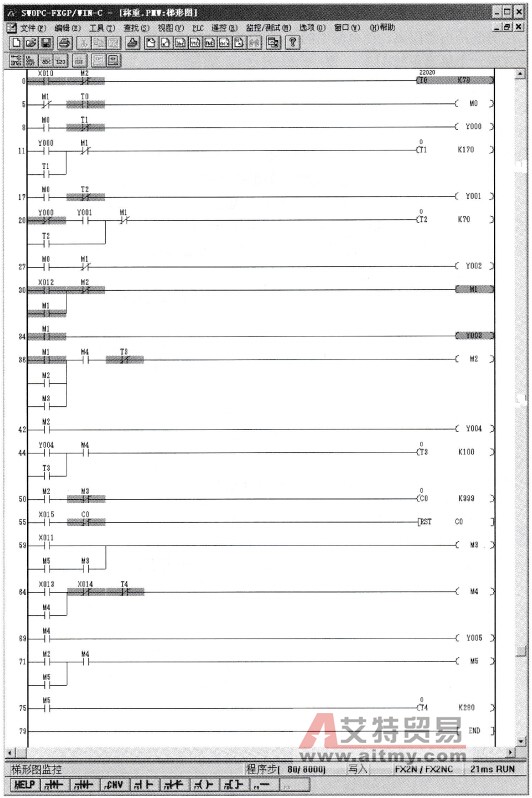 图4-65 称重完毕梯形图 三、改造中的几点注意事项 (1)电源不能接错。FX2N-28MRPLC的电源端子在左上角,且与直流电源端子靠在一起。必须搞清楚端子方可接入,否则PLC会烧毁。还有其输入输出端子的序号均为八进制。 (2)电源进线侧最好加装1:1的隔离变压器,如BK-50型220V/220V的控制变压器。目的是和工厂的低压电源隔离,使电网中的非正弦信号和直流信号难以进入PLC,也保证PLC所用电源自成一个供电系统。 (3)判断故障范围时的简单方法是用短路导线,使其一端接入输入公共端子(com),另一端与相应输入回路端子相接。若此时输入信号灯亮,说明PLC对应回路正常,是外部故障;若输入指示灯不亮而相应输出回路灯亮,则说明输入灯坏。判断是电磁阀坏还是无输出的方法是看相应输出灯是否亮,若亮且电磁阀不动作,则从PLC输出端子拆下相应电磁阀线,在灯亮时用万用表电阻挡测输出端子是否通,若通则PLC外部有故障。 (4)若出现输出灯闪烁或虽亮但亮度不够(潮湿天气最容易出现的故障),说明该回路外接触不好,有非金属处或有尿素粉尘引起电压低;若输出灯亮度正常而电磁阀不动作极有可能是电磁阀故障,也不排除输出灯亮度正常而电磁阀接点坏或线路坏的可能,应分别测试。 (5)若想改变输入输出回路外接端子,只需用编程软件改变相应接点或元件序号,再改变相应接线即可。 (6)若包装速度突然慢下来,很可能是电磁阀气压不够或电磁阀漏气所致。 (7)设定包装速度太快会造成输出接点动作频率高,致使接点发热而烧坏,或使称量器刀口损坏。
图4-65 称重完毕梯形图 三、改造中的几点注意事项 (1)电源不能接错。FX2N-28MRPLC的电源端子在左上角,且与直流电源端子靠在一起。必须搞清楚端子方可接入,否则PLC会烧毁。还有其输入输出端子的序号均为八进制。 (2)电源进线侧最好加装1:1的隔离变压器,如BK-50型220V/220V的控制变压器。目的是和工厂的低压电源隔离,使电网中的非正弦信号和直流信号难以进入PLC,也保证PLC所用电源自成一个供电系统。 (3)判断故障范围时的简单方法是用短路导线,使其一端接入输入公共端子(com),另一端与相应输入回路端子相接。若此时输入信号灯亮,说明PLC对应回路正常,是外部故障;若输入指示灯不亮而相应输出回路灯亮,则说明输入灯坏。判断是电磁阀坏还是无输出的方法是看相应输出灯是否亮,若亮且电磁阀不动作,则从PLC输出端子拆下相应电磁阀线,在灯亮时用万用表电阻挡测输出端子是否通,若通则PLC外部有故障。 (4)若出现输出灯闪烁或虽亮但亮度不够(潮湿天气最容易出现的故障),说明该回路外接触不好,有非金属处或有尿素粉尘引起电压低;若输出灯亮度正常而电磁阀不动作极有可能是电磁阀故障,也不排除输出灯亮度正常而电磁阀接点坏或线路坏的可能,应分别测试。 (5)若想改变输入输出回路外接端子,只需用编程软件改变相应接点或元件序号,再改变相应接线即可。 (6)若包装速度突然慢下来,很可能是电磁阀气压不够或电磁阀漏气所致。 (7)设定包装速度太快会造成输出接点动作频率高,致使接点发热而烧坏,或使称量器刀口损坏。

 PLC编程的基本规则
PLC编程的基本规则





