

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介图 5-8 所示工作传输机构的工作,是将工件从 A 点向 B 点移送。例中,上升/下降/左行/右行等分别使用了双螺线管的电磁阀(在某方向的驱动线圈失电时能保持在原位置上,只有驱
图5-8所示工作传输机构的工作,是将工件从A点向B点移送。例中,上升/下降/左行/右行等分别使用了双螺线管的电磁阀(在某方向的驱动线圈失电时能保持在原位置上,只有驱动反方向的线圈才能反方向运动),夹钳使用单螺线管电磁阀(只在有电时能夹紧)。
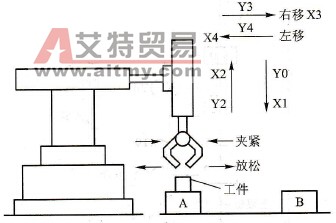 图5-8 工作传输机构工作示意图 注意:X1、X2、X3、X4分别对应下限、上限、右限、左限的行程开关。Yl对应夹紧、放松电磁铁。 从图5-8工作传输机构工作示意图中可知,机构把工件从A移到B点再回到原位的过程分如下8步(设原始位置在左上方),每步的动作和转换条件标在对应的位置上。(Y1为夹紧、放松电磁铁的输出)
图5-8 工作传输机构工作示意图 注意:X1、X2、X3、X4分别对应下限、上限、右限、左限的行程开关。Yl对应夹紧、放松电磁铁。 从图5-8工作传输机构工作示意图中可知,机构把工件从A移到B点再回到原位的过程分如下8步(设原始位置在左上方),每步的动作和转换条件标在对应的位置上。(Y1为夹紧、放松电磁铁的输出)
 根据8个动作很容易画出顺序控制功能图,如图5 -9(a)所示。顺序控制功能图是按照工作传输机构的动作和转换条件一步一步的用步的序号写出。起始( M8002)脉冲使s0初始步启动。(手动装置暂不考虑)然后考虑工作传输机开始工作前必需满足的条件:①启动开关(X0);②工作传输机构需停在左上方。因此满足左方行程开关对应的输入点X4 =1,上方行程开关对应的输入点X2 =1,同时保证夹钳对应的单螺线管电磁阀Y1=0。也就是从S0步转换到S20步时需要同时满足4个条件(X2、X4、Y1、X0的串联)。当S20为活动步时,夹钳下降(Y0=1),到下限位( X1),S20步的动作结束。X1转换条件成立,使活动步移到S21……。8步完成再回到S0。这样就画出图5-9(a)顺序控制功能图,其控制梯形图如图5 -9(b)所示。
根据8个动作很容易画出顺序控制功能图,如图5 -9(a)所示。顺序控制功能图是按照工作传输机构的动作和转换条件一步一步的用步的序号写出。起始( M8002)脉冲使s0初始步启动。(手动装置暂不考虑)然后考虑工作传输机开始工作前必需满足的条件:①启动开关(X0);②工作传输机构需停在左上方。因此满足左方行程开关对应的输入点X4 =1,上方行程开关对应的输入点X2 =1,同时保证夹钳对应的单螺线管电磁阀Y1=0。也就是从S0步转换到S20步时需要同时满足4个条件(X2、X4、Y1、X0的串联)。当S20为活动步时,夹钳下降(Y0=1),到下限位( X1),S20步的动作结束。X1转换条件成立,使活动步移到S21……。8步完成再回到S0。这样就画出图5-9(a)顺序控制功能图,其控制梯形图如图5 -9(b)所示。
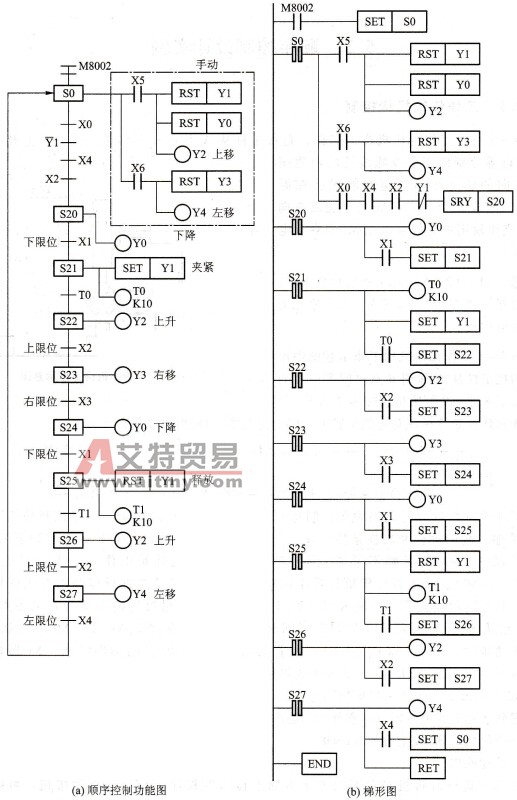 图5-9 工作传输机构顺序控制功能图、梯形图 考虑到启动前或突然停电等意外的问题出现,还必须装手动装置,以便回到原始位置,即自动循环的起始位置(左上方且Y1 =0): (1)手动操作 这是初次运行时将机械手复归左上方原点位置的程序。X5-手动按钮。可把夹钳放松、释放下降电磁阀,然后上升(即Y1 =0,Y0 =0,Y2 =1)。使机械夹钳定位在上方。X6-手动按钮。使Y3 =0,Y4 =1,使机械夹钳回到左方。完成回到自动循环起始位置(左上方)。 (2)半自动单循环运行 ①Y1、X2、X4、X0串联的目的是保证机械钳在左上方,并且在Y1 =0状态才可启动自动程序。X0为总开关。 ②用手动操作将机械钳移至原点位置,然后合上开关X0,动作状态从S0向S20转移,下降电磁阀的输出Y0使机械钳下降,下降到位,下限开关X1 =1。 ③动作状态S20向S21转移,下降输出Y0 =0,夹钳输出Y1 =1,并保持状态。 ④1s后定时器T0的动合触点动作,转至状态S22使上升输出Y2动作,到达上限,X2=1,状态转移。 ⑤按照顺序控制功能图顺序,S23(右移)、S24(下降)、S25(释放)、S26(上升)、S27(左行)回到原位,再回到S0进行下一次循环。
图5-9 工作传输机构顺序控制功能图、梯形图 考虑到启动前或突然停电等意外的问题出现,还必须装手动装置,以便回到原始位置,即自动循环的起始位置(左上方且Y1 =0): (1)手动操作 这是初次运行时将机械手复归左上方原点位置的程序。X5-手动按钮。可把夹钳放松、释放下降电磁阀,然后上升(即Y1 =0,Y0 =0,Y2 =1)。使机械夹钳定位在上方。X6-手动按钮。使Y3 =0,Y4 =1,使机械夹钳回到左方。完成回到自动循环起始位置(左上方)。 (2)半自动单循环运行 ①Y1、X2、X4、X0串联的目的是保证机械钳在左上方,并且在Y1 =0状态才可启动自动程序。X0为总开关。 ②用手动操作将机械钳移至原点位置,然后合上开关X0,动作状态从S0向S20转移,下降电磁阀的输出Y0使机械钳下降,下降到位,下限开关X1 =1。 ③动作状态S20向S21转移,下降输出Y0 =0,夹钳输出Y1 =1,并保持状态。 ④1s后定时器T0的动合触点动作,转至状态S22使上升输出Y2动作,到达上限,X2=1,状态转移。 ⑤按照顺序控制功能图顺序,S23(右移)、S24(下降)、S25(释放)、S26(上升)、S27(左行)回到原位,再回到S0进行下一次循环。

 PLC编程的基本规则
PLC编程的基本规则





