

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介1 .控制要求 饮料灌装系统如图 6 - 24 所示。输送带由电机 M0 驱动,输送带上固定有若干个距离相等的瓶架,空瓶放入瓶架后进入灌装环节。当有瓶架碰到 LS4 时,输送带停止运行。输
1.控制要求 饮料灌装系统如图6 - 24所示。输送带由电机M0驱动,输送带上固定有若干个距离相等的瓶架,空瓶放入瓶架后进入灌装环节。当有瓶架碰到LS4时,输送带停止运行。输送带上有两个工作位置:补充饮料位置和封盖位置,各有一个位置检测开关LS0和LS1来检测有没有瓶子。LS0“ON”表示可以补充饮料,LS1“ON”表示可以密封盖子。饮料出口由一电磁阀控制,电磁阀动作3s后关闭。封盖由两个气缸A、B控制,当封盖位置有瓶子时,A缸动作推出瓶盖,到底后LS2“ON”,B缸执行压接动作,1s后B缸打开,再过1s后A缸退回,当回到顶后LS3“ON”,封盖动作结束。饮料的补充和封盖可同时进行,空瓶的补充和最后的包装假定由人工或机器来完成,这里暂不考虑。系统设置有START按钮和STOP按钮,可随时启动和停止。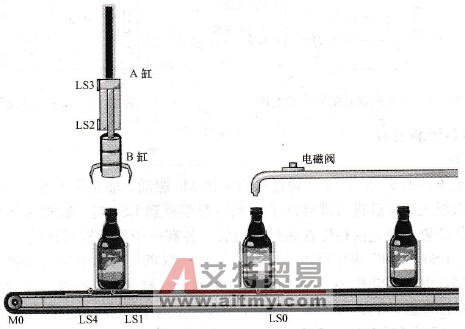 图6-24 饮料灌装系统 2.系统端口分配及接线 饮料灌装系统的端口分配见表6-3,系统接线如图6-25所示。 表6-3 饮料灌装系统端口分配
图6-24 饮料灌装系统 2.系统端口分配及接线 饮料灌装系统的端口分配见表6-3,系统接线如图6-25所示。 表6-3 饮料灌装系统端口分配
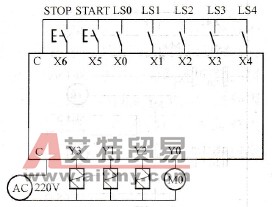 图6-25 饮料灌装系统接线 3.系统顺序功能图 系统顺序功能如图6-26所示。系统上电,按下START按钮,进入步S0,驱动Y0,启动输送带。瓶架到位后,X4由OFF变为ON,产生的脉冲信号使M1导通并维持一个周期。条件M1成立,进入并行序列,左边为饮料补充流程,右边是封盖流程,饮料补充和封盖同时进行。
图6-25 饮料灌装系统接线 3.系统顺序功能图 系统顺序功能如图6-26所示。系统上电,按下START按钮,进入步S0,驱动Y0,启动输送带。瓶架到位后,X4由OFF变为ON,产生的脉冲信号使M1导通并维持一个周期。条件M1成立,进入并行序列,左边为饮料补充流程,右边是封盖流程,饮料补充和封盖同时进行。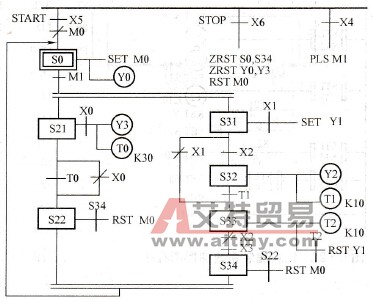 图6-26 饮料灌装系统顺序功能图 分析饮料补充流程:进入步S21,如果X0成立(饮料补充位置有空瓶),则启动电磁阀Y3,并启动定时器T0定时3s,3s后进入步S22。如果X0不成立(该位置没有空瓶),则直接进入步S22。进入步S22后,等待封盖流程S34成为活动步,S34有效后对M0复位,为下一次循环做好准备。当S22、S34都成为活动步后,合并转入初始步S0。 分析封盖流程:进入步S31,如果X1成立(封盖位置有瓶子),则驱动Y1,使A缸推出,A缸推进到底部使LS2动作,X2成立,程序进入步S32,驱动Y2,使B缸执行压接动作,同时启动定进器T1定时1s,1s后转入步S33,同时S32复位使B缸松开。如果X1不成立(该位置没有瓶子),则直接进入步S33。进入S33后,再定时1s,1s后复位Y1,使A缺退回。当A缸离开底部达到顶部,即X2为OFF,X3为ON的时候,进入步S34。接着等待S22成为活动步,S22有效后复位M0。当S22、S34都成为活动步后,合并转入初始步S0。 4.梯形图及指令程序 顺序功能图转换成的梯形图程序如图6-27所示,对应的指令程序清单如图6-28所示。
图6-26 饮料灌装系统顺序功能图 分析饮料补充流程:进入步S21,如果X0成立(饮料补充位置有空瓶),则启动电磁阀Y3,并启动定时器T0定时3s,3s后进入步S22。如果X0不成立(该位置没有空瓶),则直接进入步S22。进入步S22后,等待封盖流程S34成为活动步,S34有效后对M0复位,为下一次循环做好准备。当S22、S34都成为活动步后,合并转入初始步S0。 分析封盖流程:进入步S31,如果X1成立(封盖位置有瓶子),则驱动Y1,使A缸推出,A缸推进到底部使LS2动作,X2成立,程序进入步S32,驱动Y2,使B缸执行压接动作,同时启动定进器T1定时1s,1s后转入步S33,同时S32复位使B缸松开。如果X1不成立(该位置没有瓶子),则直接进入步S33。进入S33后,再定时1s,1s后复位Y1,使A缺退回。当A缸离开底部达到顶部,即X2为OFF,X3为ON的时候,进入步S34。接着等待S22成为活动步,S22有效后复位M0。当S22、S34都成为活动步后,合并转入初始步S0。 4.梯形图及指令程序 顺序功能图转换成的梯形图程序如图6-27所示,对应的指令程序清单如图6-28所示。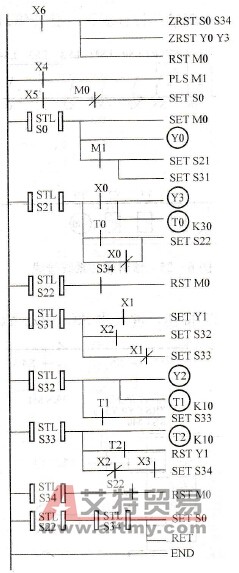 图6-27 饮料灌装系统梯形图程序
图6-27 饮料灌装系统梯形图程序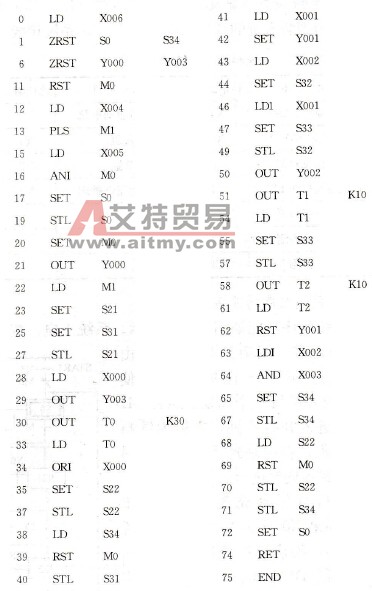 图6-28 饮料灌装控制系统指令程序清单
图6-28 饮料灌装控制系统指令程序清单

 PLC编程的基本规则
PLC编程的基本规则





