

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介一、应用背景与需求 电动行车是现代化工厂中用于物料输送的重要设备,传统的控制方式下,大都采用人工操纵的半自动控制方式。在许多场合,为了提高工作效率、促进生产自动化和
一、应用背景与需求 电动行车是现代化工厂中用于物料输送的重要设备,传统的控制方式下,大都采用人工操纵的半自动控制方式。在许多场合,为了提高工作效率、促进生产自动化和减轻劳动强度,往往需要实现电动行车的自动化控制。实现自动化控制,可以使行车能够按照预定顺序和控制要求,自动完成一系列的工作。 本例以工厂电镀车间的电镀专用行车为例,利用PLC构成一套自动控制系统,实现对电镀专用行车的自动控制。 二、电镀专用行车PLC控制系统设计 1.工艺流程分析 电镀专用行车采用远距离控制,起吊重量在500kg以下,起吊物品是有待进行电镀或表面处理的各种产品零件。 根据电镀加工工艺的要求,电镀专用行车的结构与动作流程如图6.22所示。图中,1号槽至4号槽为4个电镀槽,槽中装有各种电镀液。实际生产中电镀槽的数量由电镀工艺要求决定,电镀的种类越多,槽的数量越多。本文以4个槽为例。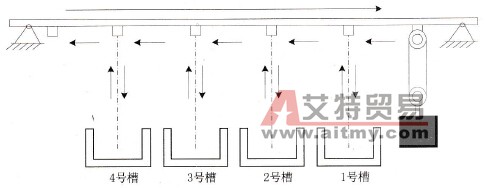 图6.22 电镀专用行车结构示意图 电镀专用行车的工作过程如下。 (1)在电镀生产线一侧,工人将待加工的零件装入吊篮,发出控制信号,行车自动上升并逐段前进,根据工艺要求在需要停留的槽位停止。 (2)行车停留在某个槽位上面后,自动下降,停留一定的时间(各槽停留的时间根据工艺要求预先设定),再自动上升并继续前进。 (3)如此完成电镀工艺规定的各道工序,直至生产线的末端;然后,自动返回原位,由工人卸下处理好的零件。 至此,一次循环加工完成。可见,电镀专用行车加工过程的控制是顺序控制,由吊篮前进、下降、延时停留、上升、后退等工序组成。 另外,对该行车控制系统还有如下两方面的要求。 ·控制系统有程序预选功能,即根据工艺要求确定需要停留的工位,一旦程序选定,除装卸工件外,整个电镀工艺过程能自动完成。 ·前后和升降运动要求准确停位,且两者之间应联锁。 2.拖动系统设计 专用行车的前后和升降运动由三相交流异步电动机拖动。根据电镀行车的起吊重量,选用两台J02-12-4型电动机进行拖动,并采用一级机械减速。 拖动控制系统如图6.23所示。其中,行车的前进和后退、上升和下降控制通过电动机的正反转来实现,行车的前后和升降运动停止时,采用能耗制动,以保证准确停位。在平移过程中,升降电机采用电磁抱闸制动(失电制动型),以防止吊篮因自重下滑。 图6.23中,接触器KM1、KM2通过控制“前/后”电动机的正、反转,实现行车的前进和后退;接触器KM3、KM4控制“升/降”电动机,实现行车的上升和下降;接触器KM5和KM6控制行车的前、后制动器,接触器KM7和KM8控制行车的升、降制动器。FR1、FR2为的热继电器,起保护作用。
图6.22 电镀专用行车结构示意图 电镀专用行车的工作过程如下。 (1)在电镀生产线一侧,工人将待加工的零件装入吊篮,发出控制信号,行车自动上升并逐段前进,根据工艺要求在需要停留的槽位停止。 (2)行车停留在某个槽位上面后,自动下降,停留一定的时间(各槽停留的时间根据工艺要求预先设定),再自动上升并继续前进。 (3)如此完成电镀工艺规定的各道工序,直至生产线的末端;然后,自动返回原位,由工人卸下处理好的零件。 至此,一次循环加工完成。可见,电镀专用行车加工过程的控制是顺序控制,由吊篮前进、下降、延时停留、上升、后退等工序组成。 另外,对该行车控制系统还有如下两方面的要求。 ·控制系统有程序预选功能,即根据工艺要求确定需要停留的工位,一旦程序选定,除装卸工件外,整个电镀工艺过程能自动完成。 ·前后和升降运动要求准确停位,且两者之间应联锁。 2.拖动系统设计 专用行车的前后和升降运动由三相交流异步电动机拖动。根据电镀行车的起吊重量,选用两台J02-12-4型电动机进行拖动,并采用一级机械减速。 拖动控制系统如图6.23所示。其中,行车的前进和后退、上升和下降控制通过电动机的正反转来实现,行车的前后和升降运动停止时,采用能耗制动,以保证准确停位。在平移过程中,升降电机采用电磁抱闸制动(失电制动型),以防止吊篮因自重下滑。 图6.23中,接触器KM1、KM2通过控制“前/后”电动机的正、反转,实现行车的前进和后退;接触器KM3、KM4控制“升/降”电动机,实现行车的上升和下降;接触器KM5和KM6控制行车的前、后制动器,接触器KM7和KM8控制行车的升、降制动器。FR1、FR2为的热继电器,起保护作用。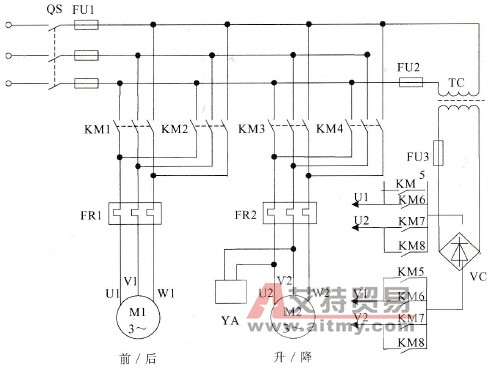 图6.23 专用行车拖动控制系统 3.PLC选型及地址分配 根据该专用行车的控制要求,选用三菱公司的F1-40M型PLC,其基本I/O点数为:输入24点,输出16点。 在电镀行车PLC控制系统中,PLC的I/O点数随电镀槽的数目不同而不同。4个电镀槽时,共需要PLC有20点的输入,8点的输出;每增加一个槽,会增加2点的输入,其中一个用于槽位控制行程开关,另一个用于槽位选择开关;而PLC的输出点数与电镀槽的数目无关。如果电镀槽的数量较多,可根据需要再配用F系列的扩展单元,如选用Fl-20E型或Fl-40E型扩展单元等。 在本例中,电镀槽的数目为4个,无需增加扩展单元。PLC的I/O地址分配情况如表6.3所示。 表6.3 PLC的I/O端子分配表
图6.23 专用行车拖动控制系统 3.PLC选型及地址分配 根据该专用行车的控制要求,选用三菱公司的F1-40M型PLC,其基本I/O点数为:输入24点,输出16点。 在电镀行车PLC控制系统中,PLC的I/O点数随电镀槽的数目不同而不同。4个电镀槽时,共需要PLC有20点的输入,8点的输出;每增加一个槽,会增加2点的输入,其中一个用于槽位控制行程开关,另一个用于槽位选择开关;而PLC的输出点数与电镀槽的数目无关。如果电镀槽的数量较多,可根据需要再配用F系列的扩展单元,如选用Fl-20E型或Fl-40E型扩展单元等。 在本例中,电镀槽的数目为4个,无需增加扩展单元。PLC的I/O地址分配情况如表6.3所示。 表6.3 PLC的I/O端子分配表 三、电镀专用行车PLC控制程序设计 根据电镀专用行车的控制流程和PLC的I/O地址分配情况,可以设计PLC的梯形图程序,如图6.24所示。
三、电镀专用行车PLC控制程序设计 根据电镀专用行车的控制流程和PLC的I/O地址分配情况,可以设计PLC的梯形图程序,如图6.24所示。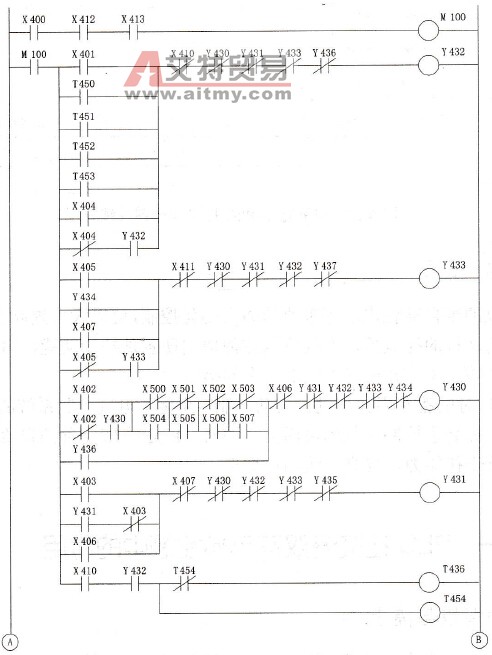
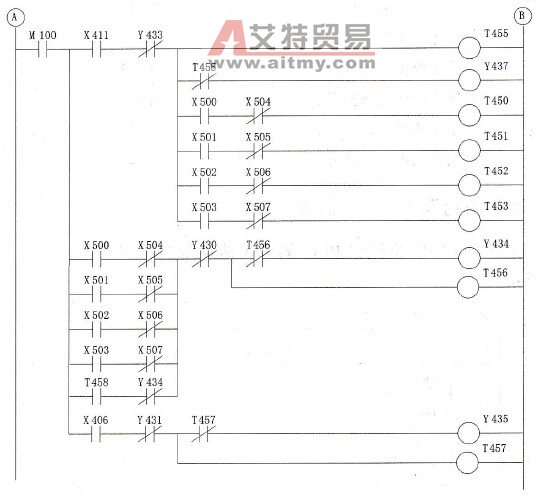 图6.24 电镀行车PLC控制梯形图 图6.24所示的梯形图由停止、上升、下降、前进、后退、上升制动、下降制动、前进制动和后退制动等环节组成。根据电镀专用行车的控制要求,每一环节除了能满足控制要求外,还充分考虑了各个环节之间的互锁,包括上升、下降、前进、后退4个环节之间的互锁,上升与上升制动、下降与下降制动、前进与前进制动、后退与后退制动之间的互锁等,以保证系统运行的安全。
图6.24 电镀行车PLC控制梯形图 图6.24所示的梯形图由停止、上升、下降、前进、后退、上升制动、下降制动、前进制动和后退制动等环节组成。根据电镀专用行车的控制要求,每一环节除了能满足控制要求外,还充分考虑了各个环节之间的互锁,包括上升、下降、前进、后退4个环节之间的互锁,上升与上升制动、下降与下降制动、前进与前进制动、后退与后退制动之间的互锁等,以保证系统运行的安全。
四、总结与评价 将由人工操纵的半自动化电动行车改造为自动化控制,可以大大提高生产效率。选用PLC作为电动行车自动运行的控制器,不仅可以方便地实现各种控制功能,而且可以适应行车所处的恶劣的工作环境,无需在硬件上采取过多的措施。 本例采用PLC对电镀专用行车进行自动控制,简化了电气控制系统的硬件和接线,减小了控制器的体积,提高了控制系统的灵活性。同时,PLC有较完善的自诊断和自保护能力,可以增强系统的抗干扰能力,提高系统的可靠性。

 PLC编程的基本规则
PLC编程的基本规则





