

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介一、应用背景与需求 在光源机械中,上泡机械手的功能是从间歇运转的上泡盘上抓取泡壳,并将其送到间歇运转的封口机上。为此,上泡机械手在一个工作循环中需要完成上升与下降、
一、应用背景与需求 在光源机械中,上泡机械手的功能是从间歇运转的上泡盘上抓取泡壳,并将其送到间歇运转的封口机上。为此,上泡机械手在一个工作循环中需要完成上升与下降、左旋与右旋、抓泡与放泡等一系列动作。 传统的光源机械,各工位的运动状态均由主轴上按一定角度排列的凸轮控制。上泡机械手的运动就是由主轴上的两个凸轮控制的。其中,一个凸轮控制机械手的上、下移动和左、右转动;另一个凸轮通过拉线机构控制机械手手爪的开、合,实现抓泡、放泡控制。在这种控制方式下,各工序间没有必然的联系,每一道工序都要有若干名操作人员进行控制,工作效率较低;另一个方面,这种纯机械的凸轮机构在运动时磨损十分严重,时间长了将会导致系统控制不准确,噪音也很大。因此,对它进行自动化改造是十分必要的。本例讨论采用PLC实现对上泡机械手运动进行自动控制的问题。 二、控制过程分析与PLC选型 在自动化生产线上,工作开始后,上泡机械手在一个工作循环中需要按顺序依次完成以下动作:上升、左旋、下降、抓泡、上升、右旋、下降、放泡,这是一个典型的顺序控制问题。采用PLC实现机械手运动的自动控制,需要设置检测各步动作是否到位的传感器,并确定从一个工步转入到下一工步的转步条件。 根据上泡机械手的动作过程和要求,对工步进行划分,并确定的工步转换条件,就可以绘制出系统的控制功能流程图,如图7.5所示。 综合分析上泡机械手的动作要求,考虑系统的经济性和技术指标,选用OMRON公司的C-20P型PLC,该机基本单元有12点输入、8点输出,其I/O能力和指令系统都能够满足对上泡机械手控制的要求。表7.1给出了PLC的I/O地址分配表,其中SQ1~SQ6是各工步的到位行程开关。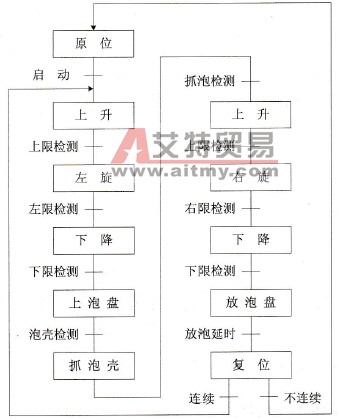 图7.5 上泡机械手控制功能流程图 表7.1 PLC的I/O定义
图7.5 上泡机械手控制功能流程图 表7.1 PLC的I/O定义 三、采用移位寄存器控制法的控制梯形图设计 根据被控系统的控制功能流程图,可以采用移位寄存器控制法绘制控制梯形图,如图7.6所示。程序中,工步状态采用带掉电保护的HR继电器记忆。所使用的HR继电器、内部继电器和计时器如表7.2所示。 表7.2 PLC内部保持继电器的定义
三、采用移位寄存器控制法的控制梯形图设计 根据被控系统的控制功能流程图,可以采用移位寄存器控制法绘制控制梯形图,如图7.6所示。程序中,工步状态采用带掉电保护的HR继电器记忆。所使用的HR继电器、内部继电器和计时器如表7.2所示。 表7.2 PLC内部保持继电器的定义
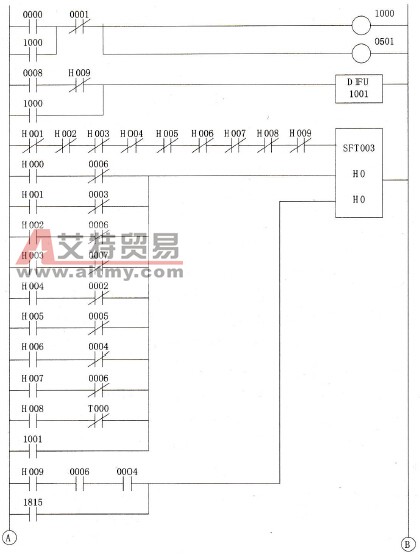
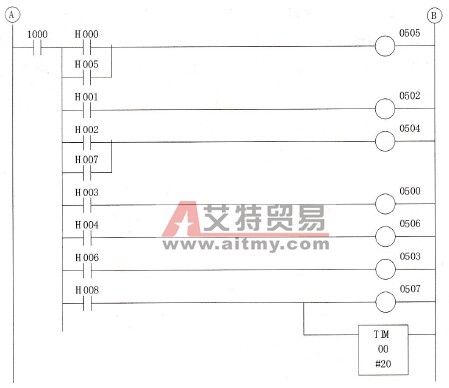 图7.6 上泡机械手控制梯形图 梯形图的工作原理如下。 ·在原位状态下,按下启动按钮SB1( 0000),中间继电器1000得电并自锁(保持一个循环周期),0501得电,封口机开始运行。初始化脉冲1815闭合,保持继电器HR000得电,常开触点闭合,0505得电,机械手从右下限开始上升。 ·上升到上限时,上升限位开关SQ4( 0005)动作,其常开触点闭合,HR000失电,0505失电,上升动作结束;同时HR001得电,0502得电。 ·机械手开始左旋,左旋到左限行程开关SQ2( 0003)动作,HR001失电,0502失电,左旋动作结束;同时HR002得电,0504得电,机械手开始下降。 ·下降到下限行程开关SQ5 (0006)动作,HR002失电,0504失电,下降动作结束;同时HR003得电,0500得电,上泡盘启动。 ·上泡盘上泡壳进入光电开关测量区,光电开关SQ6( 0007)动作,HR003失电,0500失电,上泡盘停止;同时HR004得电,0506得电,机械手开始抓泡。 · 当抓泡限位开关SQ1(0002)动作时,HR004失电,0506失电,抓泡动作结束;同时HR00s得电,0505得电,机械手开始上升。 ·机械手上升到上限行程开关SQ4( 0005)动作,HR005失电,0505失电,上升运动结束;同时HR006得电,0503得电,机械手开始右旋,右旋到右限行程开关SQ3( 0004)受压动作,HR006失电,0503失电,右旋动作结束;同时HR007得电,0504得电,机械手下降。 ·机械手下降到下限行程开关SQ5( 0006)受压动作时,HR007失电,0504失电,下降动作结束;同时HR008得电,0507得电,放泡动作开始,同时计时器T00得电,开始计时。 ·定时2s到,HR008失电,0507失电,放泡动作结束;同时HR009得电,机械手复位,一个工作循环结束。 若设置为连续运行,此时SA (0008)动作,下一个工作循环开始。上泡盘、封口机随机械手启动而开始运行,随工作结束而停止。 四、总结与评价 像传统的光源机械一样,许多工业生产中的设备运动都是由传统的凸轮机构等控制的,这种机构结构复杂、磨损严重、噪音大、操作人员多,而改用PLC完成自动化控制可以克服上述缺点。本例的应用表明,用PLC控制上泡机械手的运动,可使其工作平稳、准确,更有利于改善工人的劳动环境,降噪增效,节约能源。尤其当需改变机械手的某些动作时,还可以通过编程器改变程序,而无需改造其他结构,灵活快捷。 如果上泡机械手前后工序的运动都由PLC控制,那么在整条生产线上,前一道工序的运动状态由后一道工序的需要决定,各工序间将产生连动,不会出现各工序间的生产不协调,可减少生产线上操作人员的数量,提高工作效率。 总之,PLC可以广泛应用于传统装配生产线的自动化控制,这样可以大大简化控制设备的结构,节能降耗,使生产平稳可靠、效率提高。
图7.6 上泡机械手控制梯形图 梯形图的工作原理如下。 ·在原位状态下,按下启动按钮SB1( 0000),中间继电器1000得电并自锁(保持一个循环周期),0501得电,封口机开始运行。初始化脉冲1815闭合,保持继电器HR000得电,常开触点闭合,0505得电,机械手从右下限开始上升。 ·上升到上限时,上升限位开关SQ4( 0005)动作,其常开触点闭合,HR000失电,0505失电,上升动作结束;同时HR001得电,0502得电。 ·机械手开始左旋,左旋到左限行程开关SQ2( 0003)动作,HR001失电,0502失电,左旋动作结束;同时HR002得电,0504得电,机械手开始下降。 ·下降到下限行程开关SQ5 (0006)动作,HR002失电,0504失电,下降动作结束;同时HR003得电,0500得电,上泡盘启动。 ·上泡盘上泡壳进入光电开关测量区,光电开关SQ6( 0007)动作,HR003失电,0500失电,上泡盘停止;同时HR004得电,0506得电,机械手开始抓泡。 · 当抓泡限位开关SQ1(0002)动作时,HR004失电,0506失电,抓泡动作结束;同时HR00s得电,0505得电,机械手开始上升。 ·机械手上升到上限行程开关SQ4( 0005)动作,HR005失电,0505失电,上升运动结束;同时HR006得电,0503得电,机械手开始右旋,右旋到右限行程开关SQ3( 0004)受压动作,HR006失电,0503失电,右旋动作结束;同时HR007得电,0504得电,机械手下降。 ·机械手下降到下限行程开关SQ5( 0006)受压动作时,HR007失电,0504失电,下降动作结束;同时HR008得电,0507得电,放泡动作开始,同时计时器T00得电,开始计时。 ·定时2s到,HR008失电,0507失电,放泡动作结束;同时HR009得电,机械手复位,一个工作循环结束。 若设置为连续运行,此时SA (0008)动作,下一个工作循环开始。上泡盘、封口机随机械手启动而开始运行,随工作结束而停止。 四、总结与评价 像传统的光源机械一样,许多工业生产中的设备运动都是由传统的凸轮机构等控制的,这种机构结构复杂、磨损严重、噪音大、操作人员多,而改用PLC完成自动化控制可以克服上述缺点。本例的应用表明,用PLC控制上泡机械手的运动,可使其工作平稳、准确,更有利于改善工人的劳动环境,降噪增效,节约能源。尤其当需改变机械手的某些动作时,还可以通过编程器改变程序,而无需改造其他结构,灵活快捷。 如果上泡机械手前后工序的运动都由PLC控制,那么在整条生产线上,前一道工序的运动状态由后一道工序的需要决定,各工序间将产生连动,不会出现各工序间的生产不协调,可减少生产线上操作人员的数量,提高工作效率。 总之,PLC可以广泛应用于传统装配生产线的自动化控制,这样可以大大简化控制设备的结构,节能降耗,使生产平稳可靠、效率提高。

 PLC编程的基本规则
PLC编程的基本规则





