

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介一、应用背景与需求 工业生产过程中,发生事故是难免的,在生产线自动控制系统设计中要注重各种安全保护功能的实现。在硝酸生产这样的化工生产过程中,有高压、有毒及腐蚀性物
一、应用背景与需求 工业生产过程中,发生事故是难免的,在生产线自动控制系统设计中要注重各种安全保护功能的实现。在硝酸生产这样的化工生产过程中,有高压、有毒及腐蚀性物质产生,其事故的危害性更大。因此,在这类工生产过程的自动控制系统中,实现联锁报警控制是十分必要的。 PLC是广泛应用于工业现场的控制设备,在硝酸生产过程的PLC自动控制系统中实现联锁报警控制,可以使系统达到生产安全可靠的目的。本例就是以硝酸生产过程的联锁报警控制为例,讨论PLC在这类系统中的应用问题。 二、生产过程联锁报警控制功能分析 常压法硝酸装置是一套连续生产的具有爆炸危险的工业装置,其联锁报警系统的功能是:在紧急事故状态下实现停车,使生产处于安全状态;在正常情况下,工艺操作不受影响。联锁报警控制的要求如下。 ·在工艺操作处于正常状态下,事故触点设计成闭合的,当事故发生时,相应触点断开,联锁系统动作,相应的输出继电器断电。要求输出的报警接点为常开接点,这样使系统的传感器以及继电器本身故障也考虑在事故之中。 ·根据事故发生时使工艺装置处于安全状态,来考虑驱动调节阀的三通电磁阀的“通电”或“断电”状态。 ·具备下列条件之一,使工艺操作停止,并在3min之后,使空压机停车。 ·控制室仪表盘上的紧急事故停车按钮动作。 ·氨氧化炉铂网温度任一点温度超高。 ·氨过热器出口气氨温度超低。 ·点火通氨后,氨过热器出口压力超高,延时4s后。 ·点火通氨后,氧化炉铂网温度任一点超低。 ·点火通氨后,氨/空比超高。 ·点火通氨后,氨/空比超低。 ·空气压缩机停。 ·认为可以开车时,手动复位而使阀门回到正常位置。 ·若全部故障被解除,则跳闸灯灭,此时按动PV-102、XV-101的复位按钮,阀PV-102开,阀XV-101关。 ·按动XV-101、XV-102的复位按钮,阀XV-101关、阀XV-102开。XV-102的复位信号只在PV-102阀开后有效,否则不可复位;即必须打开阀PV-102,关闭阀XV-101,然后才能打开阀XV-102。 按照上面的要求,可以画出控制关系结构如图7.26所示。其中图中标号a、b及1~10是输入信号,含义如下。 a: PV-102的复位按钮。 b: XV-101的复位按钮。 1: 空气压缩机停。 2: 中央控制室紧急停车。 3: 氨过热器出口气氨温度超低。 4: 氧化炉铂网1温度超低。 5: 氧化炉铂网l温度超高。 6: 氨过热器出口气氨温度超低。 7: 氨/空比超高。 8: 氨/空比超低。 9: 氧化炉铂网2温度超高。 10: 氧化炉铂网2温度超低。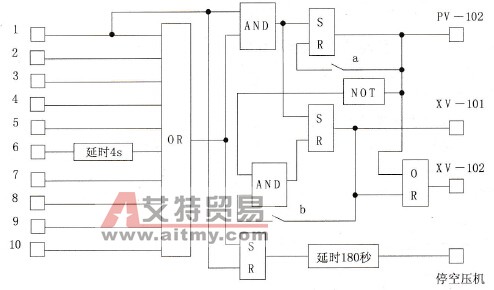 图7.26 信号联锁控制关系图 PV-102为氨过热器出口气氨阀,XV-101为氨过滤器前连锁快关阀,XV-102为氨过滤器前遥控放空阀。 三、联锁报警控制功能的实现 为实现常压法硝酸装置在生产过程中的联锁报警控制功能,考虑到系统的要求,采用西门子S7-200系列PLC作为控制器,它具有结构紧凑、体积小、重量轻、功能强等优点。PLC的输入电源由外部24V直流电提供,输出则全部采用继电器型。兼顾到其他一些信号的输入输出及以后扩展应用,共设计输入节点30点和输出26点(其中CPU模块上输入14点,输出10点)。 对于图7.26中的控制关系,与、或和非的关系很容易实现。延时环节也只要利用PLC的定时器就能完成其功能。较为复杂一点的是XV-101与PV-102、XV-102之间的复位闭锁,图7.27给出了实现这个闭锁关系的梯形图,图中有如下定义。 · M0.6:总故障点。 · I0.2:PV-102复位信号。 · I0.0:XV-101复位信号。 · Q0.0: PV-102。 · Q0.1:XV-102。 · Q0.2: XV-101。
图7.26 信号联锁控制关系图 PV-102为氨过热器出口气氨阀,XV-101为氨过滤器前连锁快关阀,XV-102为氨过滤器前遥控放空阀。 三、联锁报警控制功能的实现 为实现常压法硝酸装置在生产过程中的联锁报警控制功能,考虑到系统的要求,采用西门子S7-200系列PLC作为控制器,它具有结构紧凑、体积小、重量轻、功能强等优点。PLC的输入电源由外部24V直流电提供,输出则全部采用继电器型。兼顾到其他一些信号的输入输出及以后扩展应用,共设计输入节点30点和输出26点(其中CPU模块上输入14点,输出10点)。 对于图7.26中的控制关系,与、或和非的关系很容易实现。延时环节也只要利用PLC的定时器就能完成其功能。较为复杂一点的是XV-101与PV-102、XV-102之间的复位闭锁,图7.27给出了实现这个闭锁关系的梯形图,图中有如下定义。 · M0.6:总故障点。 · I0.2:PV-102复位信号。 · I0.0:XV-101复位信号。 · Q0.0: PV-102。 · Q0.1:XV-102。 · Q0.2: XV-101。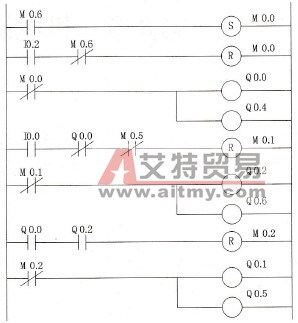 图7.27 系统控制的部分梯形图 各种报警指示,包括指示灯、电铃或其他声音报警系统,通过PLC的输出节点(继电器型)直接驱动。 四、总结与评价 在工业生产过程中,事故的产生可能来自人员的操作失误、传感器失灵或其他各种异常事件,这些失误和异常不仅会影响产品质量,而且严重的可能造成设备的损坏,甚至危及人身安全。因此生产线自动控制系统的功能不仅是完成各种生产过程的控制,提高产品质量和产量,还要具备各种安全保护功能。 象硝酸生产这样的生产过程中,由于事故而引起的危害性很大。通过采用PLC控制联锁报警系统,系统的可靠性和安全性得到提高,且维护量小。在有计算机监控系统的场合,还可以通过PLC的通信电缆,将信息传递到上位计算机,实现有监督分布式控制系统,使控制系统能够适应复杂工业生产过程的控制要求。
图7.27 系统控制的部分梯形图 各种报警指示,包括指示灯、电铃或其他声音报警系统,通过PLC的输出节点(继电器型)直接驱动。 四、总结与评价 在工业生产过程中,事故的产生可能来自人员的操作失误、传感器失灵或其他各种异常事件,这些失误和异常不仅会影响产品质量,而且严重的可能造成设备的损坏,甚至危及人身安全。因此生产线自动控制系统的功能不仅是完成各种生产过程的控制,提高产品质量和产量,还要具备各种安全保护功能。 象硝酸生产这样的生产过程中,由于事故而引起的危害性很大。通过采用PLC控制联锁报警系统,系统的可靠性和安全性得到提高,且维护量小。在有计算机监控系统的场合,还可以通过PLC的通信电缆,将信息传递到上位计算机,实现有监督分布式控制系统,使控制系统能够适应复杂工业生产过程的控制要求。

 PLC编程的基本规则
PLC编程的基本规则





