

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介一、自动药片装瓶机控制任务描述 某种药片有 3 、 5 、 7 片三种包装规格。自动药片装瓶机可以在选择规格后,连续自动地完成药片装瓶任务,装瓶机的示意图如图 7-10 所示。 药片的
一、自动药片装瓶机控制任务描述 某种药片有3、5、7片三种包装规格。自动药片装瓶机可以在选择规格后,连续自动地完成药片装瓶任务,装瓶机的示意图如图7-10所示。 药片的装入规格由开关S1、S2及S3选择,并通过指示灯H1、H2、H3显示当前每瓶装药数量为3、5片或者7片。开关S1、S2及S3每次只能有一只接通,否则设置报警指示灯H4点亮。当选定要装入瓶中的药片数量后,接通工作开关K,电动机M驱动皮带机运转,当皮带机上的药瓶到达装瓶位置,位置检测开关SF发出到位信号,皮带机停止运转。接下来电磁阀Y打开装有药片的装置后,通过光电传感器B1,对进入到药瓶的药片进行计数,当药瓶中的药片达到预先选定的数量后,电磁阀Y关闭,皮带机重新启动。使药片装瓶过程自动连续地运行。 如果当前装药过程正在进行时,需要改变药片装入数量(例如由7片改为5片),则只有在当前药瓶装满后,从下一个药瓶开始装入改变后的数量。 如果在装药过程中断开工作开关K,则在当前药瓶装满后,系统停止运行。 二、可编程控制器的选用、接线及机内器件安排 清点输入及传感器、执行器数量,共需输入口6个,输出口7个,可选CPU222AC/DC/RE-LAY即可满足规模要求。PLC输入输出端口安排如表7-4所示。接线图如图7-11所示。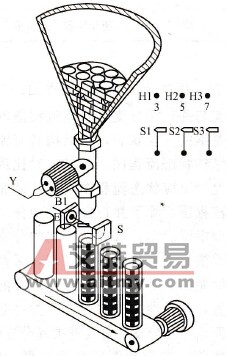 图7-10 自动药片装瓶机示意图
图7-10 自动药片装瓶机示意图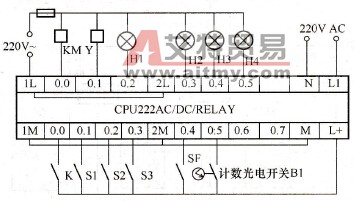 图7-11 自动药片装瓶机PLC接线图 表7-4 输入/输出继电器地址分配表
图7-11 自动药片装瓶机PLC接线图 表7-4 输入/输出继电器地址分配表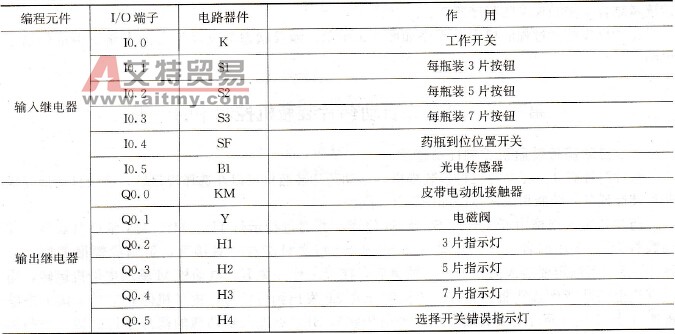 考虑本例也属于步序性控制,也拟采用顺控继电器法编制程序。为此安排状态器S0.0、S2.0及S2.1、S2.2、S2.3代表工艺过程中的各个状态,状态的编号及状态的含义列在表7-5中了。 表7-5 其他编程元件的地址分配
考虑本例也属于步序性控制,也拟采用顺控继电器法编制程序。为此安排状态器S0.0、S2.0及S2.1、S2.2、S2.3代表工艺过程中的各个状态,状态的编号及状态的含义列在表7-5中了。 表7-5 其他编程元件的地址分配 一、梯形图控制程序 自动药片装瓶机的状态流程图如图7-12所示。该图为带有选择性分支的状态流程图。选择性分支与并行性分支是状态流程图的两种最基本的分支状态,是结构具有混合分支结构状态流程图的基础。对比罐装溶液化学反应状态流程图与药片装瓶机状态流程图,除了并行性分支中分支汇合用双横线表示,选择性分支的分支汇合用单横线表示外,不难发现,两种状态图绘制的关键区别在于分支汇合的开关位置,并行性分支的分支开关在公共侧,而选择性分支的分支开关在分支侧。
一、梯形图控制程序 自动药片装瓶机的状态流程图如图7-12所示。该图为带有选择性分支的状态流程图。选择性分支与并行性分支是状态流程图的两种最基本的分支状态,是结构具有混合分支结构状态流程图的基础。对比罐装溶液化学反应状态流程图与药片装瓶机状态流程图,除了并行性分支中分支汇合用双横线表示,选择性分支的分支汇合用单横线表示外,不难发现,两种状态图绘制的关键区别在于分支汇合的开关位置,并行性分支的分支开关在公共侧,而选择性分支的分支开关在分支侧。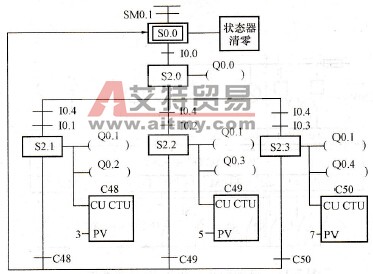 图7-12 自动装药片机状态流程图 在将状态流程图转换为梯形图时,选择性分支的分支状态也是集中处理,即是在分支前的状态中集中表达,这一点与并行性分支是相类似的,而汇合情况则不同,选择性分支的汇合是在汇合前状态中单独处理的,这是因为选择性分支每次只有一个分支被激活执行。自动药片装瓶机梯形图如图7-13所示。
图7-12 自动装药片机状态流程图 在将状态流程图转换为梯形图时,选择性分支的分支状态也是集中处理,即是在分支前的状态中集中表达,这一点与并行性分支是相类似的,而汇合情况则不同,选择性分支的汇合是在汇合前状态中单独处理的,这是因为选择性分支每次只有一个分支被激活执行。自动药片装瓶机梯形图如图7-13所示。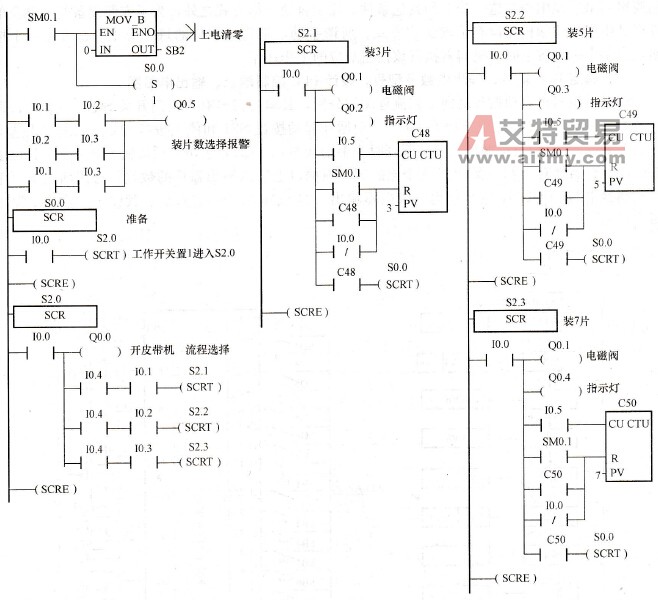 图7-13 自动药片装瓶机梯形图
图7-13 自动药片装瓶机梯形图

 PLC编程的基本规则
PLC编程的基本规则





