

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介一、工艺过程与控制要求 一部电动运输台车供 8 个加工点使用。控制要求如下: PLC 上电后,车停在某个加工点(下称工位),若无用车呼叫(下称呼车)时,则各工位的呼车指示灯亮
一、工艺过程与控制要求 一部电动运输台车供8个加工点使用。控制要求如下: PLC上电后,车停在某个加工点(下称工位),若无用车呼叫(下称呼车)时,则各工位的呼车指示灯亮,表示可以呼车。某工位工作人员按本工位的呼车按钮呼车时,各工位的指示灯均灭,此时别的工位呼车无效。如停车位呼车时,台车不动。呼车工位号大于停车位号时,台车自动向高位行驶,当呼车位号小于停车位号时,台车自动向低位行驶,当台车到达呼车工位时自动停车。停车时间为30s供呼车工位使用,其他工作不能呼车。从安全角度出发,停电再来电时,台车不会自行启动。 二、PLC硬件安排及软件规划 为了区别,工位依1~8编号并各设一个限位开关。为了呼车,每个工位设一呼车按钮,系统设启动及停机按钮各1,台车设正反转接触器各1。每工位设呼车指示灯各1,但并连接于某一输出口上。系统布置图如图5-11所示。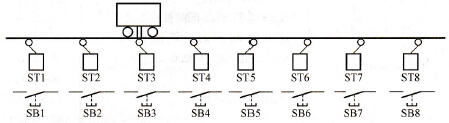 图5-11 呼车系统示意图 根据控制要求,绘系统工作流程图如图5-12所示。为了实现图中功能,选择S7-221基本单元1台及EM221扩展单元2台组成系统。可编程的端口及机内器件安排见表5-6。
图5-11 呼车系统示意图 根据控制要求,绘系统工作流程图如图5-12所示。为了实现图中功能,选择S7-221基本单元1台及EM221扩展单元2台组成系统。可编程的端口及机内器件安排见表5-6。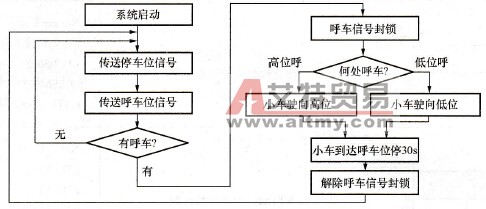 图5-12 呼车系统工作流程 表5-6 呼车系统输入/输出端口安排表
图5-12 呼车系统工作流程 表5-6 呼车系统输入/输出端口安排表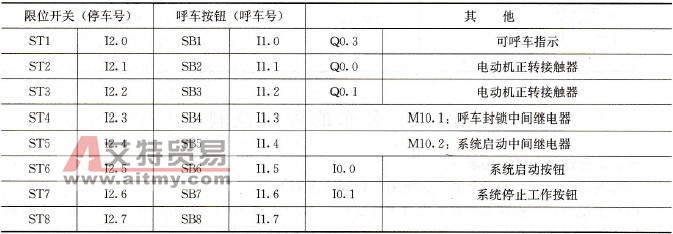 程序的编制则拟使用传送比较类指令。其基本原理为分别传送停车工位号及呼车工位号并比较后决定台车的运动方向。 三、梯形图编制 依以上思路设计的梯形图及说明如图5-13所示。
程序的编制则拟使用传送比较类指令。其基本原理为分别传送停车工位号及呼车工位号并比较后决定台车的运动方向。 三、梯形图编制 依以上思路设计的梯形图及说明如图5-13所示。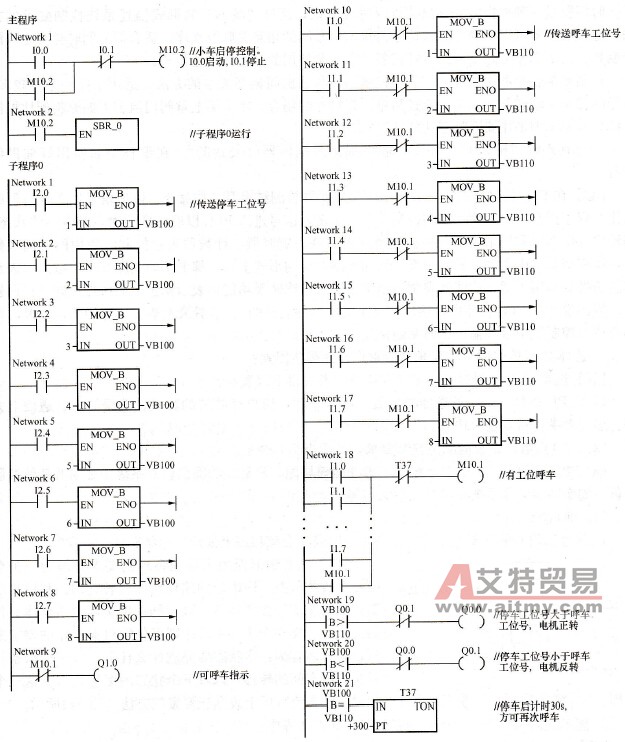 图5-13 呼车系统梯形图
图5-13 呼车系统梯形图

 PLC编程的基本规则
PLC编程的基本规则





