

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介传送带又称带式输送机,是组成有节奏的流水作业线所不可缺少的经济型物流输送设备。传送带具有输送能力强、输送距离远、运行高速平稳、噪声低、结构简单,并可以上下坡传送,
传送带又称带式输送机,是组成有节奏的流水作业线所不可缺少的经济型物流输送设备。传送带具有输送能力强、输送距离远、运行高速平稳、噪声低、结构简单,并可以上下坡传送,能方便地实行程序化控制和自动化操作,特别适合一些散碎原料及不规则物品的输送,在煤炭、采砂、食品、烟草、物流等生产领域应用非常普遍。对于多个流程工艺的生产线一般需要多级传送带,为了防止物料的堆积,多级传送带在正常启动时需按物流方向逆向逐级启动,正常停机时则按物流方向顺向逐级停机,故障停机时,故障点之前的传送带应立即停机,故障点之后的传送带应按物流方向顺向逐级停机。 1.控制要求 如图4-19所示是由3条传送带组成的三级传输系统,要求按下启动按钮后,首先3#传送带开始工作,5s后2#传送带自动启动,再过5s后1#传送带自动启动。按停止按钮后,停机的顺序与启动的顺序相反,间隔为10s。但未启动的传送带不必执行停机动作。例如,若只有3=和2#被启动,按动停止按钮后则只执行2#→3#停机动作。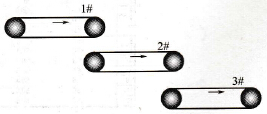 图4-19 多级传送带 2.任务分析 该系统总体属于简单顺控结构,但又存在多个选择分支,整体结构如图4-20所示。
图4-19 多级传送带 2.任务分析 该系统总体属于简单顺控结构,但又存在多个选择分支,整体结构如图4-20所示。 图4-20 多级传送带控制系统顺序功能图 首先在上电首次扫描时,应设置初始状态S1。在S1状态下,若按启动按钮,则转移到S2,3#传送带工作。 在S2状态下,若按动启动按钮,则转移到S3,2#传送带工作;若按动停止按钮,则跳过S3~S6,直接转移到S7,并关停3#传送带。 在S3状态下,若按动启动按钮,则转移到S4,1#传送带工作;若按动停止按钮,则跳过S4~S5,直接转移到S6,关停2#传送带,然后再顺序关停3#传送带。 在S4状态下,若按动停止按钮,则转移到S5,关停1#传送带,然后再顺序关停2#和3#传送带。 在S7状态下,若再按启动按钮,则转移到S1,重新开始。 3.实施方案 (1) PLC系统资源分配 PLC系统资源分配情况如表4-2所列。 表4-2 指示灯控制系统元件分配
图4-20 多级传送带控制系统顺序功能图 首先在上电首次扫描时,应设置初始状态S1。在S1状态下,若按启动按钮,则转移到S2,3#传送带工作。 在S2状态下,若按动启动按钮,则转移到S3,2#传送带工作;若按动停止按钮,则跳过S3~S6,直接转移到S7,并关停3#传送带。 在S3状态下,若按动启动按钮,则转移到S4,1#传送带工作;若按动停止按钮,则跳过S4~S5,直接转移到S6,关停2#传送带,然后再顺序关停3#传送带。 在S4状态下,若按动停止按钮,则转移到S5,关停1#传送带,然后再顺序关停2#和3#传送带。 在S7状态下,若再按启动按钮,则转移到S1,重新开始。 3.实施方案 (1) PLC系统资源分配 PLC系统资源分配情况如表4-2所列。 表4-2 指示灯控制系统元件分配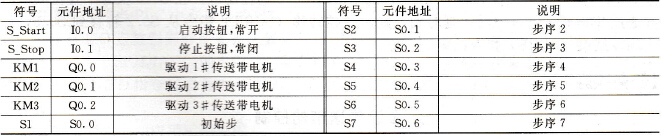 (2)编辑符号表 打开STEP 7-Micro/Win,执行“文件”→“保存”菜单命令,将新建项目命名为“灌装流程控制”。打开用户定义符号表编辑器,然后按图4-21编辑符号表。
(2)编辑符号表 打开STEP 7-Micro/Win,执行“文件”→“保存”菜单命令,将新建项目命名为“灌装流程控制”。打开用户定义符号表编辑器,然后按图4-21编辑符号表。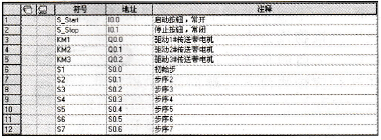 图4-21 编辑用户定义符号表
图4-21 编辑用户定义符号表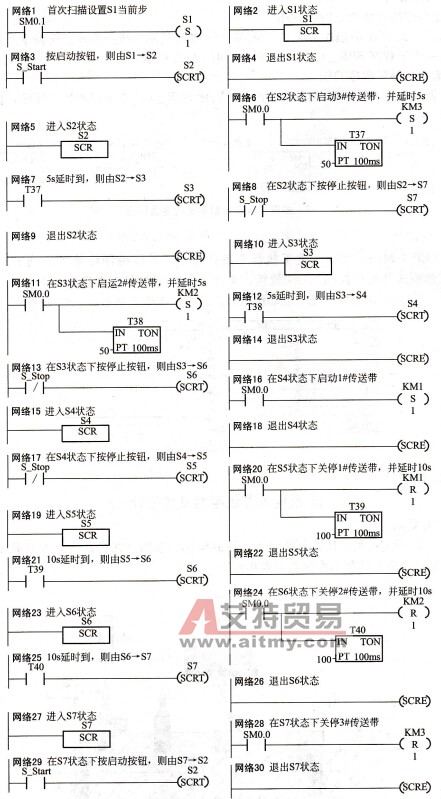 图4-22 多级传送带顺序控制子程序SBR_0 (3)程序设计 1)编写顺序功能图子程序SBR_0 根据图4-20所示的顺序功能图,用S7-200 PLC的顺控指令编写控制程序,将顺序功能图放置在一个子程序SBR_0中,程序结构如图4-22所示。 2)编写主循环程序OB1 在主循环程序OB1中调用顺序功能图子程序SBR_0,并编写初始化程序,程序结构如图4-23所示。
图4-22 多级传送带顺序控制子程序SBR_0 (3)程序设计 1)编写顺序功能图子程序SBR_0 根据图4-20所示的顺序功能图,用S7-200 PLC的顺控指令编写控制程序,将顺序功能图放置在一个子程序SBR_0中,程序结构如图4-22所示。 2)编写主循环程序OB1 在主循环程序OB1中调用顺序功能图子程序SBR_0,并编写初始化程序,程序结构如图4-23所示。 图4-23 多级传送带控制系统的主循环程序OB1 4.方案调试 在STEP 7-Micro/Win环境下执行全编译命令,并将编译结果下载到PLC,然后将PLC的工作模式开关切换到RUN位置。单击工具栏上的状态表监控工具
图4-23 多级传送带控制系统的主循环程序OB1 4.方案调试 在STEP 7-Micro/Win环境下执行全编译命令,并将编译结果下载到PLC,然后将PLC的工作模式开关切换到RUN位置。单击工具栏上的状态表监控工具![]() 打开状态表,然后按图4-24编辑状态表,操作启动按钮和停止按钮在线观察各状态的变化。
打开状态表,然后按图4-24编辑状态表,操作启动按钮和停止按钮在线观察各状态的变化。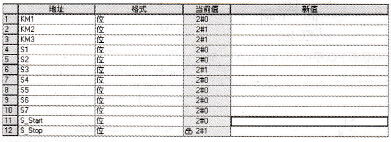 图4-24 编辑状态表
图4-24 编辑状态表

 PLC编程的基本规则
PLC编程的基本规则





