

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介在编程时,经常遇到多个线圈同时受一个或一组接点控制的情况,如图 5-20 所示。 图 5-20 需要使用堆栈指令的梯形图 图 5-20 所示的程序中, X0 同时控制三个程序分支,在转化成指令表
在编程时,经常遇到多个线圈同时受一个或一组接点控制的情况,如图5-20所示。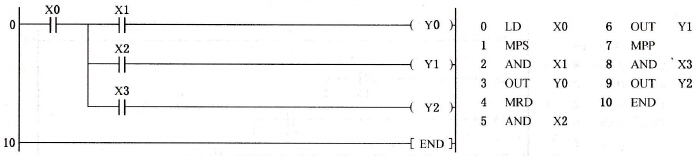 图5-20 需要使用堆栈指令的梯形图 图5-20所示的程序中,X0同时控制三个程序分支,在转化成指令表时需要用到堆栈指令,这样数据不断进栈和出栈会导致程序运行效率不高,而且当X0 =0时,不用计算后续过程也可知Y0、Y1、Y2的输出值肯定为0。但由于转化指令使PLC必须按照指令先后按部就班的工作。为解决这一问题,提高PLC的工作效率,PLC提供了主控指令MC、MCR。 MC、MCR主控指令的功能及操作过程见表5-7。 袁5-7 MC、MCR指令的功能及操作过程
图5-20 需要使用堆栈指令的梯形图 图5-20所示的程序中,X0同时控制三个程序分支,在转化成指令表时需要用到堆栈指令,这样数据不断进栈和出栈会导致程序运行效率不高,而且当X0 =0时,不用计算后续过程也可知Y0、Y1、Y2的输出值肯定为0。但由于转化指令使PLC必须按照指令先后按部就班的工作。为解决这一问题,提高PLC的工作效率,PLC提供了主控指令MC、MCR。 MC、MCR主控指令的功能及操作过程见表5-7。 袁5-7 MC、MCR指令的功能及操作过程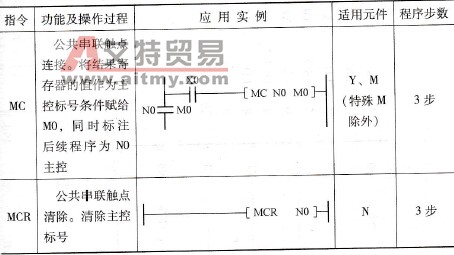 将图5-20所示的程序改成主控方式控制,如图5- 21所示。程序在执行主控指令时遵循以下原则。 (1)当X0=1时,执行MC和MCR之间的指令,但须重新开辟结果寄存器,相当于左母线右移一格。 (2)当X0=0时,不执行MC和MCR之间指令。但其间的所有元件按两种方式赋值:积算型定时器、计数器中需要用SET/RST驱动的元件保持先前状态不变;通用定时器、定时器用OUT指令输出的元件、其他用OUT指令输出的元件断开。 (3)当执行MCR后,主控标号清除,左母线相当于左移一格。 NO作为主控的标号,如果不嵌套可以重复使用。如果嵌套主控,使用MC指令时则标号从小到大递增,使用MCR指令时标号从大到小递减。嵌套总共不超过8级。主控的嵌套方式如图5-22所示。
将图5-20所示的程序改成主控方式控制,如图5- 21所示。程序在执行主控指令时遵循以下原则。 (1)当X0=1时,执行MC和MCR之间的指令,但须重新开辟结果寄存器,相当于左母线右移一格。 (2)当X0=0时,不执行MC和MCR之间指令。但其间的所有元件按两种方式赋值:积算型定时器、计数器中需要用SET/RST驱动的元件保持先前状态不变;通用定时器、定时器用OUT指令输出的元件、其他用OUT指令输出的元件断开。 (3)当执行MCR后,主控标号清除,左母线相当于左移一格。 NO作为主控的标号,如果不嵌套可以重复使用。如果嵌套主控,使用MC指令时则标号从小到大递增,使用MCR指令时标号从大到小递减。嵌套总共不超过8级。主控的嵌套方式如图5-22所示。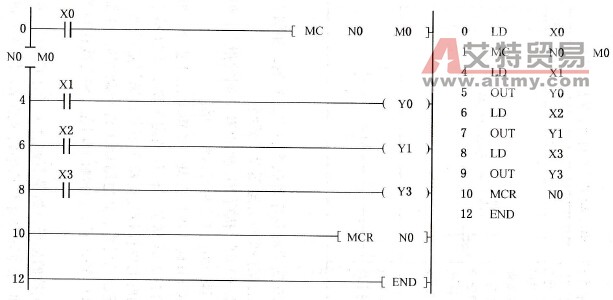 图5-21 主控指令优化梯形图程序
图5-21 主控指令优化梯形图程序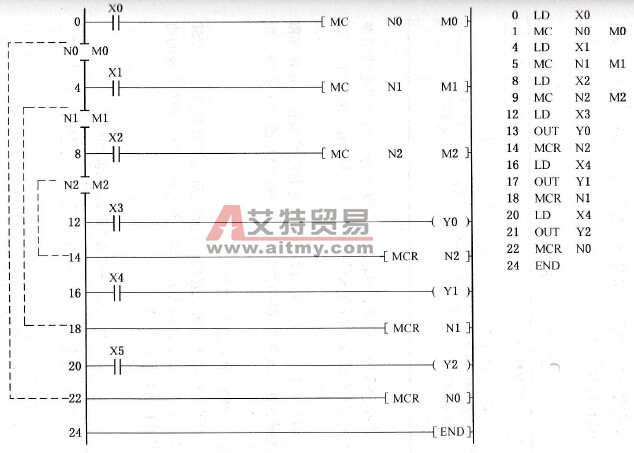 图5-22 主控指令嵌套使用方法
图5-22 主控指令嵌套使用方法

 PLC编程的基本规则
PLC编程的基本规则





