

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介图 3-2 所示机械手的工作,是将工件从 A 点向 B 点移送。以此为例说明状态转移图。 图 3-2 机械手工作系统 例中,上升/下降、左行/右行等分别使用了双螺线管的电磁阀(在某方向的
图3-2所示机械手的工作,是将工件从A点向B点移送。以此为例说明状态转移图。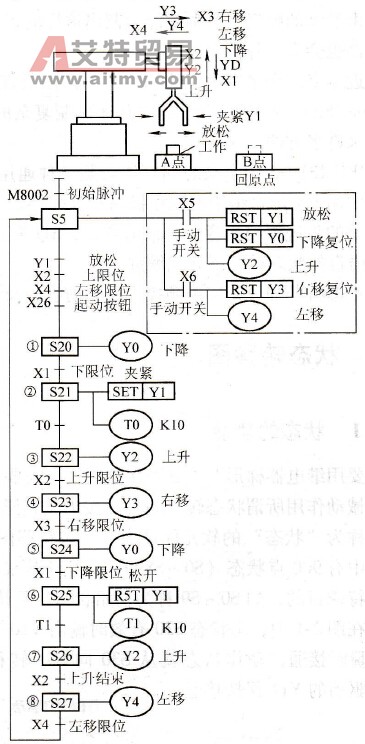 图3-2 机械手工作系统 例中,上升/下降、左行/右行等分别使用了双螺线管的电磁阀(在某方向的驱动线圈失电时能保持在原位置上,只有驱动反方向的线圈才能反方向运动),夹钳使用单螺线管电磁同(只在有电时能夹紧)。 1.手动操作 这是初次运行时将机械复归左上原点位置的程序。状态S5是在PLC从停机转为运行的瞬间,用特殊辅助继电器M8002置位的。 2.半自动单循环运行 ①用手动操作将机械移至原点位置,然后按动起动按钮X26,动作状态从S5向S20转移,下降电磁阀的输出Y0动作,接着下限开关X1接通。 ②动作状态S20向S21转移,下降输出Y0切断,夹钳输出Y1,保持接通状态。 ③1s后定时器T0动作,转至状态S22使上升输出Y2动作,不久到达上限,X2接通,状态转移。 ④状态S23为右行,输出Y3动作,到达右限位置X3接通,转为S24状态。 ⑤转至状态S24,下降输出Y0再次动作,到达下限位置X1立即接通,接着动作状态由S24向S25转移。 ⑥在S25状态,先将保持夹钳输出Y1复位,并起动定时器T1。 ⑦夹钳输出复位1s后状态转移到S26,上升输出,Y2动作。 ⑧到达上限位置X2接通,动作状态向S2转移,左行输出Y4动作。一旦到达左限位置X4接通,动作状态返回S5,成为等待再起动的状态。
图3-2 机械手工作系统 例中,上升/下降、左行/右行等分别使用了双螺线管的电磁阀(在某方向的驱动线圈失电时能保持在原位置上,只有驱动反方向的线圈才能反方向运动),夹钳使用单螺线管电磁同(只在有电时能夹紧)。 1.手动操作 这是初次运行时将机械复归左上原点位置的程序。状态S5是在PLC从停机转为运行的瞬间,用特殊辅助继电器M8002置位的。 2.半自动单循环运行 ①用手动操作将机械移至原点位置,然后按动起动按钮X26,动作状态从S5向S20转移,下降电磁阀的输出Y0动作,接着下限开关X1接通。 ②动作状态S20向S21转移,下降输出Y0切断,夹钳输出Y1,保持接通状态。 ③1s后定时器T0动作,转至状态S22使上升输出Y2动作,不久到达上限,X2接通,状态转移。 ④状态S23为右行,输出Y3动作,到达右限位置X3接通,转为S24状态。 ⑤转至状态S24,下降输出Y0再次动作,到达下限位置X1立即接通,接着动作状态由S24向S25转移。 ⑥在S25状态,先将保持夹钳输出Y1复位,并起动定时器T1。 ⑦夹钳输出复位1s后状态转移到S26,上升输出,Y2动作。 ⑧到达上限位置X2接通,动作状态向S2转移,左行输出Y4动作。一旦到达左限位置X4接通,动作状态返回S5,成为等待再起动的状态。

 PLC编程的基本规则
PLC编程的基本规则





