

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介图 7.13 所示为某剪板机的示意图。开始时压钳和剪刀在上限位置,限位开关 I0.0 和 I0.1 在 ON 状态。按下启动按钮 I1.0 后,剪板机启动。板料首先右行( Q0.0 为 ON )至限位开关 I0.3 动作
图7.13所示为某剪板机的示意图。开始时压钳和剪刀在上限位置,限位开关I0.0和I0.1在ON状态。按下启动按钮I1.0后,剪板机启动。板料首先右行(Q0.0为ON)至限位开关I0.3动作,然后压钳下行(Q0.1为ON并保持),板料压紧后,压力继电器I0.4为ON,压钳保持压紧,剪刀开始下行(Q0.2为ON)。剪断板料后,I0.2变为ON,压钳和剪刀同时上行(Q0.3和Q0.4为ON,Q0.1和Q0.2为OFF),它们分别碰到限位开关I0.0和I0.1后停止上行。所有设备都停止后,完成一个操作周期。随后启动下一个操作周期。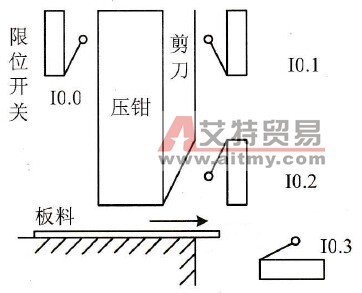 图7.13 剪板机示意图 分析: (1)确定步及步对应的动作。 根据操作流程的文字描述确定出整个操作流程中的稳定状态以及该状态所发生的动作。
图7.13 剪板机示意图 分析: (1)确定步及步对应的动作。 根据操作流程的文字描述确定出整个操作流程中的稳定状态以及该状态所发生的动作。
步号 状态 步的表示 步对应动作 1 初始(等待系统启动) M0.0 - 2 板料右行 M0.1 Q0.0 3 压钳下行 M0.2 Q0.1 4 剪刀下行 M0.3 QO.1+Q0.2 5 压钳和剪刀上行 M0.4+M0.6 Q0.3+Q0.4 (2)确定转换条件。
转移 转移条件 进入步1 SM0.1 步1→步2 I1.0 步2→步3 I0.3 步3→步4 I0.4 步4→步5 I0.2 步5→步1 I0.0+I0.1 注:初始步对应于系统等待启动的初始状态,在系统进入初始步前,顺序功能图中的所有步都处于OFF状态,而在顺序功能图中,只有当某一步的前级步是活动步时,该步才有可能变为活动步。因此需要利用初始化脉冲SM0.1使系统启动时能够自动进入初始步。 (3)绘制功能流程图,如图7.14所示。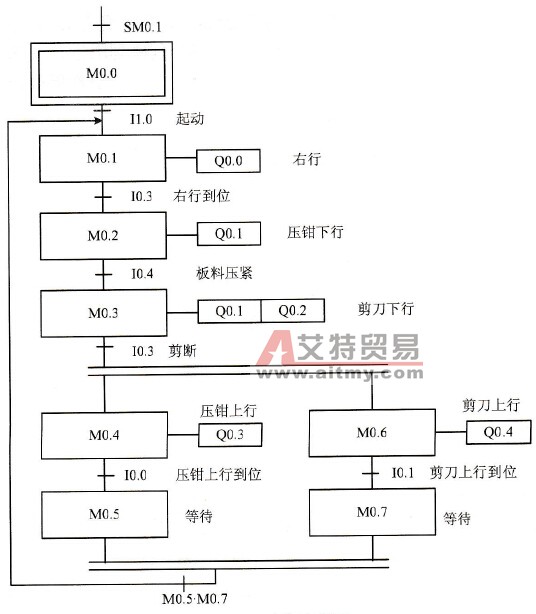 图7.14 功能流程图 艾特贸易网特别说明: (1)对应于多次重复执行的工艺过程,顺序功能图是由步和有向连线组成的闭环。 (2)初始步是功能流程图的开始,当系统启动时应自动进入初始步,对应的转换条件是初始化脉冲SM0.1。
图7.14 功能流程图 艾特贸易网特别说明: (1)对应于多次重复执行的工艺过程,顺序功能图是由步和有向连线组成的闭环。 (2)初始步是功能流程图的开始,当系统启动时应自动进入初始步,对应的转换条件是初始化脉冲SM0.1。

 PLC编程的基本规则
PLC编程的基本规则





