![]() 来源:艾特贸易2018-01-19
来源:艾特贸易2018-01-19
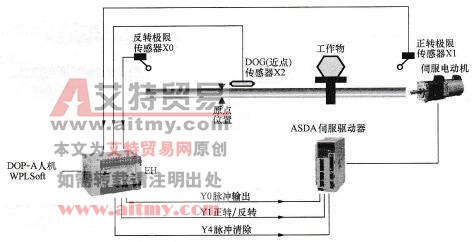
简介产品日产量测定( 16 位上数停电保持计数器) 范例示意如图 2-3 所示。 图 2-3 范例示意 【控制要求】 (1) 生产线可能会突然停电或因中午休息关掉电源,在重新开始生产后需从停电前的
产品日产量测定(16位上数停电保持计数器)
范例示意如图2-3所示。

图2-3 范例示意
【控制要求】
(1)生产线可能会突然停电或因中午休息关掉电源,在重新开始生产后需从停电前的记录开始对产品进行计数。
(2)产品每天产量超过500台时,目标完成指示灯亮,提醒工作人员做好记录。
(3)按下清零按钮将产品产量记录清零,又可从0开始对产品数进行计数。
【元件说明】
元件说明见表2-2。
表2-2 元件说明

【控制程序】
控制程序如图2-4所示。

图2-4 控制程序
【程序说明】
(1)在需要停电后仍能保持数据的场合,需要用到停电保持的计数器。
(2)每完成一台产品,C120计数一次,计数到500次,Y0=On,目标完成指示灯亮。
(3) DVP-PLC各机种的6位停电保持计数器范围有所不同,ES/EX/SS机种为C112~C127、SA/SX/SC机种为C96~C199、EH机种为C100~C199。

 PLC编程的基本规则
PLC编程的基本规则