![]() 来源:艾特贸易2018-01-24
来源:艾特贸易2018-01-24
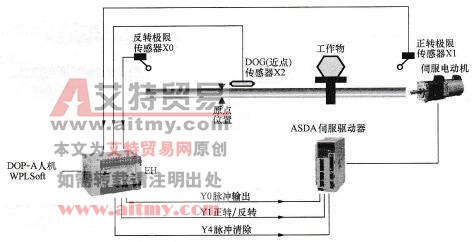
简介范例示意如图 15-10 所示。 图 15-10 范例示意 【控制要求】 (1) 电镀生产线采用 PLC 来控制生产过程的自动进行,完成线路板的电镀。行车架上装有可升降的吊钩,吊钩上装有夹具,该夹
范例示意如图15-10所示。

图15-10 范例示意
【控制要求】
(1)电镀生产线采用PLC来控制生产过程的自动进行,完成线路板的电镀。行车架上装有可升降的吊钩,吊钩上装有夹具,该夹具执行夹取、释放工件的动作。行车和吊钩各由一台电动机控制,配置控制盘进行控制。生产线有电镀槽、回收液槽、清水槽三槽位,分别完成工件电镀、电镀液回收、工件清洗。
(2)工艺流程:从取工件处夹取未加工工件→工件放入电镀槽电镀280min→工件提起到上极限并在电镀槽上方停留28s→放入回收液槽浸泡30min→将工件提起上极限并在回收槽上方停留15s→放入清水槽清洗30s→将工件提起并在清水槽上方停留15s→将工件放入传送带。
(3)3种运行模式:
1)手动操作:选择手动操作模式(X10=On),然后用单个按钮(X20~X25)接通和切断相应的负载。
2)原点回归:选择原点回归模式(X11=On),按下原点回归启动按钮(X15),自动复归到原点。
3)自动运行:
①单步运行:选择单步运行模式(X12=On),每次按自动启动按钮(X16),前进一个工序。
②一次循环:选择一次循环运行模式(X13=On),在原点位置按下自动启动按钮(X16),进行一次循环后在原点停止。中途按自动停止按钮(X17),其动作停止,若再按启动按钮,在此位置继续动作到原点停止。
③连续运行:选择连续运行模式(X14=On),在原点位置按自动启动按钮(X16),开始连续运行。按下停止按钮(X17),则运转到原点位置后停止。
【元件说明】
元件说明见表15-7。
表15-7 元件说明

【控制程序】
控制程序如图15-11所示。




图15-11 控制程序
【程序说明】
(1)本程序使用手动/自动控制指令(IST)来实现电镀生产线的自动控制。使用IST指令时,S10~S19为原点回归使用,此状态步进点不能当成一般的步进点使用。而使用S0~S9的步进点时,S0~S2三个状态点的动作分别为手动操作使用、原点回归使用、自动运行使用,因此在程序中,必须先写该三个状态步进点的电路。
(2)切换到原点回归模式时,若S10~S19之间有任何一点On,则原点回归不会有动作产生;当切换到自动运行模式时,若自动模式运行的步进点有任何一个步进点为On,或是M1043=On,则自动运行不会有动作产生。
(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)

 PLC编程的基本规则
PLC编程的基本规则