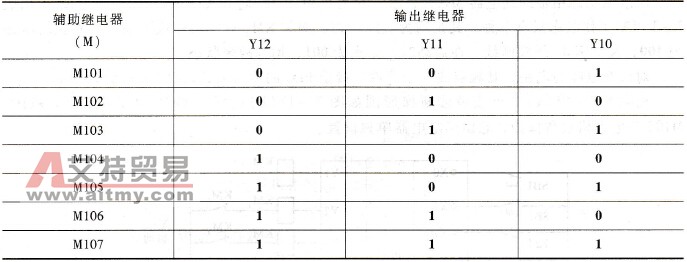
在一个控制系统中,要诊断的故障点往往很多,如果每个诊断点都要一个输出端,将会使控制成本增加,为了节约 PLC 输出端子,可以将全部故障点进行逻辑组合,把每个故障点用一个...
阅读更多S7-200 PLC 程序块由主程序、子程序、中断子程序及注释构成。主程序是每一次扫描周期都必须执行的程序。子程序是为某一个特定的工作任务编制,只有在调用时才执行。中断子程序是...
阅读更多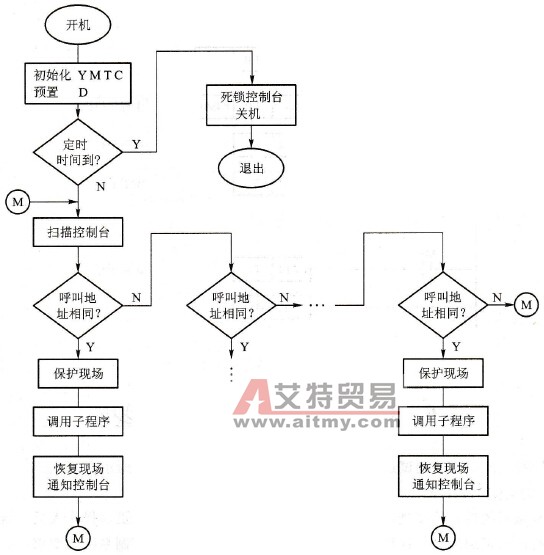
近年来, PLC 技术已广泛地应用于各种工业控制领域。工业生产在 PLC 的控制下,可高精度地加工材料和部件,使生产具有更高的速度和效率。 PLC 的功能取决于编程语言的开发和拓展,...
阅读更多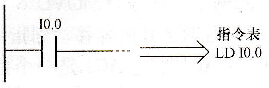
(1) 指令功能:装载指令。用于表示梯形图分支与母线相连的第一个动合触点及程序块的第一个动合触点。 (2) 编程格式: LD+ 操作数(存储单元地址)。 操作数: I 、 Q 、 V 、 M 、 SM...
阅读更多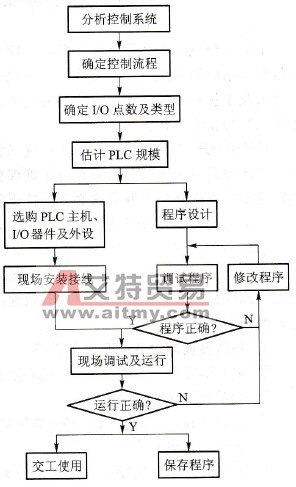
PLC 控制系统的设计调试过程可以分为以下几步,如图 7-22 所示。 1 .了解熟悉控制系统 这一步是系统设计的基础,首先应通过机械工艺方面的技术人员、操作人员、维修人员对设备及...
阅读更多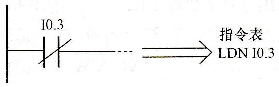
(1) 指令功能:装载指令。用于表示梯形图分支与母线相连的第一个动断触点及程序块的第一个动断触点。 (2) 编程格式: LDN+ 操作数(存储单元地址)。 操作数: I 、 Q 、 V 、 M 、 S...
阅读更多工业生产现场的环境条件一般是比较恶劣的,干扰源较多。例如大功率用电设备的启动或者停止引起电网电压的波动形成低频干扰;电焊机、电火花加工机床、电机的电刷等会产生高频...
阅读更多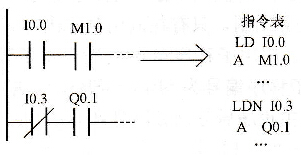
(1) 指令功能:与操作指令。用于表示动合触点与前边触点或触点块串联。 (2) 编程格式: A+ 操作数(存储单元地址)。 操作数: I 、 Q 、 V 、 M 、 SM 、 S 、 T 、 C 、 L 图 3-6 为 A 指令...
阅读更多可编程控制器的供电电源为 50 Hz 、 220 V 10% 交流电。 FX 系列可编程控制器有直流 24 V 输出接线端,该接线端可为输入传感器(如光电开关或接近开关)提供直流 24 V 电源。 如果电源发...
阅读更多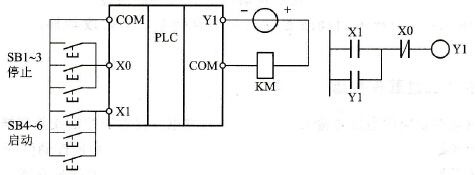
与动断触点处理一样,梯形图无变化,动断触点全部改成动合触点。在外部输入接线方式上采用如图 7-4 所示的接法,因为这种接法占用 PLC 输入点数少,而且梯形图也较简单。 图 7-4...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则