![三菱FX系列PLC的BCD码变换指令[BCD(FNC18)]](/pic/plc/10-06-42-72-1.jpg)
1 .指令说明 BCD 变换指令是将源地址中的二进制数转换成 BCD 码后送到目标地址中,其格式与功能如图 6-40 所示。当 X0=ON 时,源地址中 D12 的二进制数转换成 BCD 码送到 Y0~ Y7 目标地址中...
阅读更多PLC 从开始研制到成熟应用只有短短几十年,作为工业自动控制的核心器件, PLC 在工业自动控制领域应用非常普及、非常广泛,很大程度上在于它具备以下两个优势:一是强大的功能与...
阅读更多FX-20P-E 手持编程器由液晶显示屏( 16 字符 4 行、带后照明)、 ROM 写入器接口、存储器卡盒接口及功能键、指令键、元件符号键、数字键等 5 7 键组成。 液晶显示屏显示 4 行,每行 16...
阅读更多![三菱FX系列PLC的二进制变换指令[BIN( FNC19)]](/pic/plc/10-24-49-94-1.jpg)
BIN 指令与 BCD 指令相反,它是将源地址中即 [S] 中的 BCD 码转换成二进制存入目标地址 [D] 中,其格式与功能如图 6 - 41 所示。执行 BIN 指令,将 X0~X7 状态二进制送到 D13 中。 BCD 码数值范...
阅读更多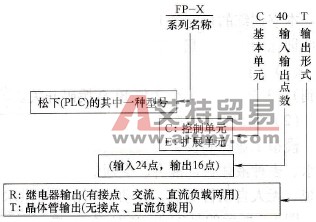
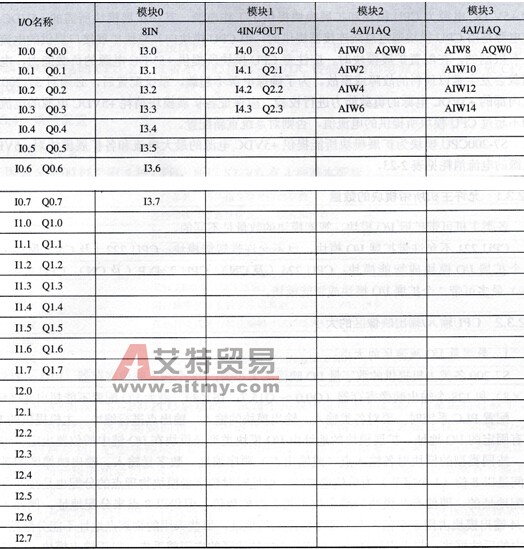
PLC 编程应用基础是一门以实践为主的课程,因此学习前要准备好必需的实训设备。 PLC 技术的基础训练需要准备的器材有: 1 .可编程序控制器 本书实训采用 1 台松下 FP-X C40T 型号的...
阅读更多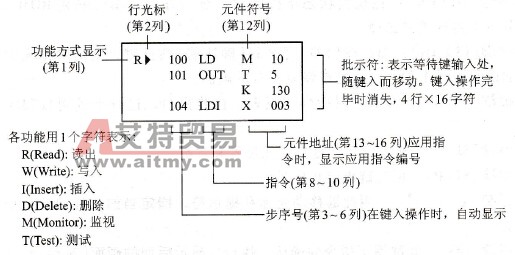
FX-20P-E 手持编程器的操作面板如图 3-2 所示。对键盘上各键的作用说明如下: (1) 功能键 [RD/WR] :读出/写入; [INS/DEL] :插入/删除; [MNT/TEST] :监视/测试。各功能键交替起作用:按...
阅读更多![三菱FX系列PLC的加法指令[ADD(FNC20)]](/pic/plc/10-26-53-60-1.jpg)
1 .指令说明 加法指令 ADD 是将指定源地址中的二进制数相加,其结果送到指定目标地址中,其格式与功能如图 6 - 42 所示。当 X0=ON 时,源地址 [S1] 、 [ S2] 的两个数据寄存器 D10 、 D12...
阅读更多
用 PLC 实现控制,一般的操作步骤如下: 1) 理解实训任务的内容与控制要求。 2) 绘制 PLC 的 I/O 接线图或 I/O 分配表。 3) 根据 PLC I/O 接线图或 I/O 分配表完成 PLC 与外接输入元件和输出元...
阅读更多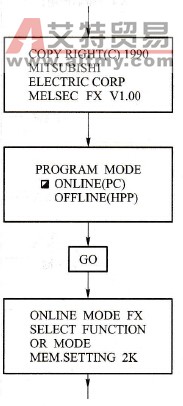
FX-20P -E 手持编程器具有在线( Online ,或称连机)编程和离线( Offline ,或称脱机)编程两种方式。在线编程时编程器与 PLC 直接相连,编程器直接对 PLC 用户程序存储器进行读写操作。...
阅读更多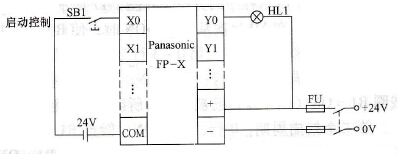
1 .内容与要求 用 1 个动合按钮 SB1 作灯 HL1 发光与熄灭的重复交替控制。第一次按下 SB1 ,灯 HL1 发光,第二次按下 SB1 ,灯 HL1 熄灭,第三次按下 SB1 ,灯 HL1 又发光,第四次按下 SB1 ,...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则