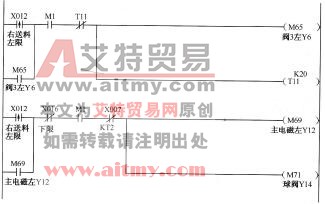
右送料程序如图 10-11 所示。电磁阀 Y4 向右送料直到到达限位开关从而使 X012 动作, M65 、 M69 和 M71 动作, M65 驱动电磁阀 3 左, T11 延时 K20 秒, M69 驱动主电磁左, M69 、 M71 使得横梁...
阅读更多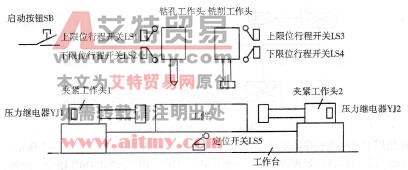
一、任务要求 如图 3 -7 -3 所示是组合钻床的示意图,其工作过程为:组合钻床上放好工件后,按下启动按钮 XO , YO 变为 ON ,工件被夹紧,夹紧后压力继电器 X1 为 ON , Y1 和 Y3 使两只...
阅读更多
一、任务要求 四则运算作为计算机的基本功能,可编程序控制的核心是单片机,可编程控制器当然也就具备四则运算的能力,如某控制程序中要进行以下算式的运算: Y= 30X/20 +5 式中...
阅读更多
右送料横梁上行程序如图 10-12 所示。当 X014 动作输出上升沿脉冲时, M73 得电,驱动 KT2 动作, X007 动作输出上升沿脉冲从而使得 M70 得电,驱动主电磁阀右动作, T2 得电延时 K20 秒,...
阅读更多
(1) 对于某些不能直接编程的分支、汇合组合流程,需要经过某些变换才能进行编程,如图 3 -7 -7 所示。 (2) 有一些分支、汇合状态的状态转移图,既不能直接编程,又不熊采用变换后编...
阅读更多
加1和减1指令的助记符分别为INC( Increment)和DEC(Decrment),功能指令编号分别为FNC24和FNC25。它们的操作数均可取KnY、KnM、KnS、T、C、D、V和Z。16位运算占3个程序步,32位运算占5个程序步。...
阅读更多
右送料吊板往返程序如图 10-13 所示。 T12 延时 K20 秒后, M66 、 M67 得电, M66 得电驱动电磁阀 3 右, M67 得电驱动吊板左, M60 主电磁阀动作。当 T13 延时 K8 秒后 M68 得电驱动吊板右 Y11...
阅读更多
在三菱 FX 微型 PLC 程序设计中,方便指令旨在减轻 PLC 编程负担。状态初始化指令 IST 就是一条方便指令,三菱 FX2N 系列 PLC 的状态初始化指令 IST 与 STL 指令一起使用,专门用来设置具有...
阅读更多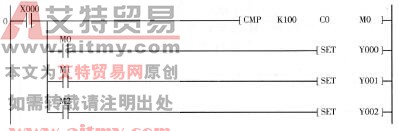
比较指令 CMP(Compare) 的功能是比较源操作数 [S1] 和 [S2] ,比较的结果送到目标操作数 [D] 中去。图 4-3 -1 中的比较指令将十进制常数 100 与计数器 CO 的当前值比较,比较结果送到 MO~M2 。...
阅读更多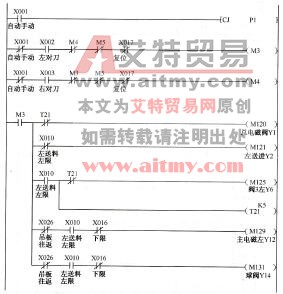
手动左对刀程序如图 10-14 所示。当手动时 XO01 为常闭,进入手动程序,按下 SA2 时 X2 为 1 ,则 M3 动作,且 M3 与下面动作自锁, M3 动作后将使得 M120 、 M121 分别动作, M120 驱动总电磁阀...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则