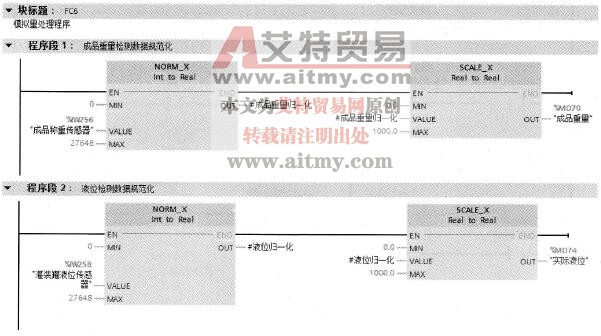
“模拟量处理”程序 FC6 “循环中断”程序 OB30 (部分原创文章应编辑稿费需求,每篇需要收取2元的稿费,如需查看全文请联系客服索取,谢谢理解!在线客服: )...
阅读更多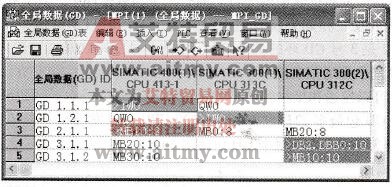
用鼠标右键点击 NetPro 中的 MPI 网络线,执行弹出的快捷菜单中的“定义全局数据”命令。在出现的全局数据表中(见图 9-4 ),对全局数据通信进行组态。 图 9-4 全局数据表 双击“ G...
阅读更多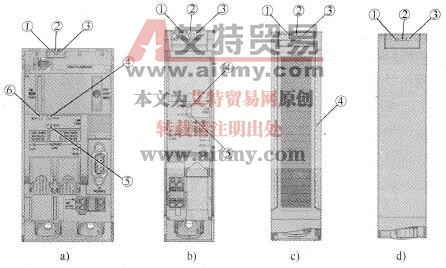
CPU 、接口模块和 I/O 模块都可以通过 LED 指示灯指示有关操作模式和内部 / 外部错误的信息。通过 LED 指示灯进行诊断是确定错误的原始工具。 图 9-2 为一些模块上 LED 指示灯布局的示例...
阅读更多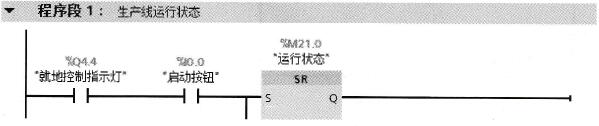
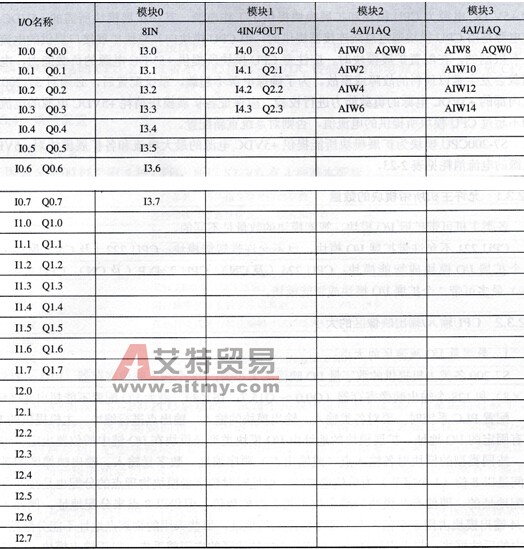
(1) 添加远程模式下的系统上位启停功能 “自动运行”子程序 FC2 (修改程序段 1 ) (2) 添加远程模式下的工作模式上位切换功能 主程序 OB1 (修改程序段 2 和程序段 3 ) (3) 实现通过上...
阅读更多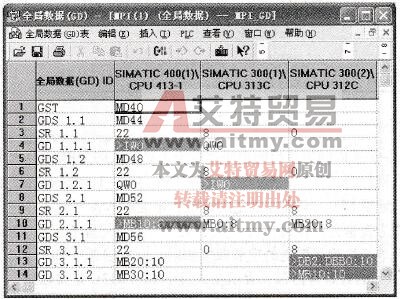
扫描速率用来定义 CPU 刷新全局数据的时间间隔,其单位是 CPU 的扫描循环周期。在第一次编译后,执行菜单命令“查看”→“扫描速率”,每个数据包将增加标有“ SR ”的行(见图...
阅读更多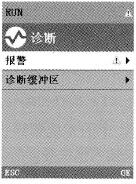
在 S7-1500 CPU 的显示屏上,可以快速、直接地读取诊断信息,同时还可以通过显示屏中的不同菜单显示状态信息。 当用户创建的项目下载到 CPU 后,可通过 S7 -1500 CPU 的显示屏确定诊断信...
阅读更多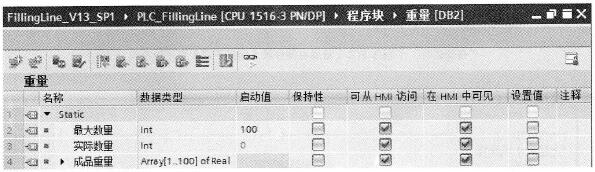
“重量”数据块 DB2 “称重存储”子程序 FC8 的块接口 “称重存储”子程序 FC8 “模拟量处理”子程序 FC6 (添加) (部分原创文章应编辑稿费需求,每篇需要收取2元的稿费,如需查看...
阅读更多
第二次编译完成后,需要将组态好的信息单独下载到各 CPU 。比较方便的是使用计算机上安装的网卡(例如 CP 5611 或 CP 5613 ),通过 MPI 网络下载和监控通信过程。 首先分别下载各 CPU...
阅读更多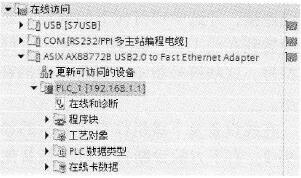
用户将创建好的项目下载到 CPU 后发生了一个错误,此时通过编程设备使用 Portal 软件 (STEP 7) 也可以快速访问详细的诊断信息。 1 .可访问的设备 可访问的设备是指通过接口直接连接或...
阅读更多
“自动运行 - 顺控”子程序 FB2 前固定指令 (1) 顺控器 (1) 各步的转换条件 步 S3 的互锁条件 主程序 OB1 (将原有程序段 6 用以下三个程序段代替) (部分原创文章应编辑稿费需求,每篇...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则