A21 模块的输入、输出端子接线如图 2-14 所示。 图 2-14 模拟输入、输出端子接线...
阅读更多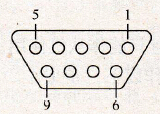
为了适应连网,几乎所有的 PLC 都开发了与计算机通信的接口。例如, S7-200 系列 PLC 上都配备有专用于 RS-485 通信的标准 D 型插座,其插脚位置如图 10.5 所示,各插脚的用途如表 10.1 所...
阅读更多PLC 的输出继电器是向外部负载输出信号的窗口。输出继电器的线圈由程序控制,外部输出主触点接到 PLC 的输出端子上,供外部负载使用,其余常开/常闭触点供内部程序使用。输出继...
阅读更多
(1) 指令功能 ST :逻辑运算开始,表示与母线连接的常开触点,或逻辑块开始的常开触点。 ST/ :逻辑运算开始,表示与母线连接的常闭触点,或逻辑块开始的常闭触点。 ST 和 ST/ 的操作...
阅读更多(1) PC/PPI 网络 采用西门子公司的 PC/PPI 电缆,将 S7-200 系列 PLC 与装有 STEP 7 Micro/WIN 软件的计算机连接起来,可方便地组成 PC/PP1 网络。 PC/PPI 电缆上带有 RS232/RS485 电平转移器,因此连接...
阅读更多PLC 内有很多的内部继电器,其线圈与输出继电器一样,由 PLC 内各软元件的触点驱动。内部继电器也称中间继电器,没有向外的任何联系,只供内部编程使用。其电子常开/常闭触点使...
阅读更多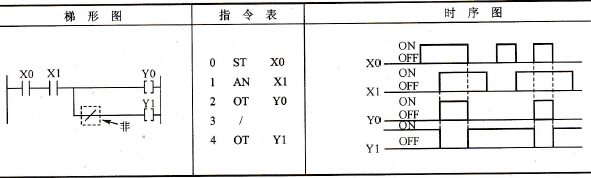
/ 指令的功能是将该指令前的运算结果取反,可以单独使用,也可以和 ST 、 AN 、 OR 连用,构成 ST/ 、 AN/ 、 OR/ 。 / 指令在编程应用时的梯形图、指令表和时序图如表 3-3 所示。 程序解...
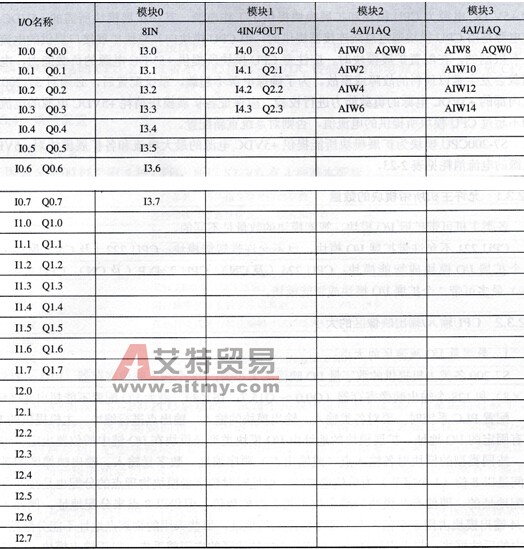
阅读更多输入模块和输出模块通常称为 I/O 模块或 I/O 单元。 PLC 的对外功能主要是通过各种 I/O 接口模块与外界联系而实现。输入模块和输出模块是 PLC 与现场 I/O 装置或设备之间的连接部件,起...
阅读更多PLC 内的定时器根据时钟脉冲累积计时,当所计时间达到设定值时,对应的触点动作,时钟脉冲有 1ms (TML) 、 10ms (TMR) 、 100ms (TMX) 和 1s (TMY)4 种。定时器可以用用户程序存储器内的常数...
阅读更多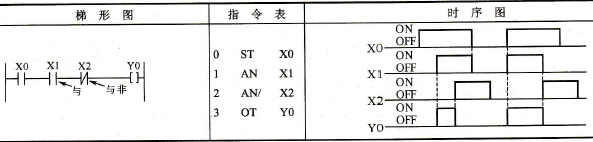
(1) 指令功能 AN: 串联常开触点。 AN/: 串联常闭触点。 AN 和 AN/ 的操作数: X 、 Y 、 R 、 C 、 T 。 (2) 编程实例 梯形图、指令表和时序图如表 3-4 所示。 程序解释:只有当 X0 、 X1 都为...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则