![]() 来源:艾特贸易2018-01-19
来源:艾特贸易2018-01-19
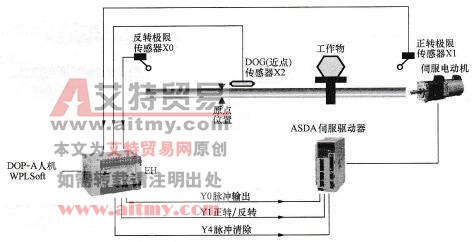
简介范例示意如图 8-5 所示。 图 8-5 范例示意 【控制要求】 (1)A 、 B 、 C3 种产品在传送带流通,传送带凸轮每转一周,产品从一个定点移动到另外一个定点,传送带上共可以流通 6 个产品。
范例示意如图8-5所示。

图8-5 范例示意
【控制要求】
(1)A、B、C3种产品在传送带流通,传送带凸轮每转一周,产品从一个定点移动到另外一个定点,传送带上共可以流通6个产品。
(2)产品进入传送带前自动通过三个识别传感器检测出产品类型:A类型产品将在定点2通过电磁阀送到A产品箱;B类型产品将在定点4被送到B产品箱;C类型产品将在定点6被送到C产品箱。
(3)确认每个产品被送到产品箱后,电磁阀会自动复位。按下复位按钮,所有记忆数据清零,系统重新开始检测和分类的工作流程。
【元件说明】
元件说明见表8-3。
表8-3 元件说明

【控制程序】
控制程序如图8-6所示。

图8-6 控制程序
【程序说明】
(1)当A机种进入传送带时,X0由Off→On变化一次,MOVP K1 D0指令执行,D0=K1。当B~C产品进入传送带时,D0对应的值分别变为K2、K3。
(2)当凸轮旋转一圈,传送带上的物品从一个定点移到另一个定点,X6由Off→On变化一次,WSFL指令执行,D100~D105的内容往左移位一个寄存器;同时,CMP指令执行,在定点2 (D101)判断是否为A产品、在定点4(D103)判断是否为B产品、在定点6 (D105)判断是否为C产品,每次比较完成后,RST指令被执行,D0被复位。
(3)当在2、4、6定点检测到有A、B、C产品其中之一时,对应的M11、M21、M31将为On,SET指令执行,对应的A、B、C电磁阀将导通,产品被推到产品箱中。
(4)当已确认将产品推到产品箱时,X3、X4、X5将为On,此时RST指令执行,对应的A、B、C电磁阀将被复位。
(5)按下复位按钮,X7=On,ZRST指令执行,D100~D105中的内容被清除为0,记忆数据被清除。
(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)

 PLC编程的基本规则
PLC编程的基本规则