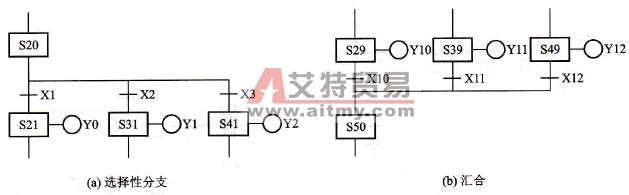
在顺序控制功能图中,选择序列的开始称为分支。图 5-4(a) 为具有选择性分支的顺序控制功能图,其转换符号只能标在水平连线之下。 图 5-4 选择性分支、汇合顺序控制功能图 如果 S2...
阅读更多对于国际电工委员会 (IEC) 于 1985 年 1 月对可编程控制器做的定义,还可以补充说明为:可编程控制器是以微处理器技术为基础,应用于以控制开关量为主或包括控制过程参量在内的逻辑...
阅读更多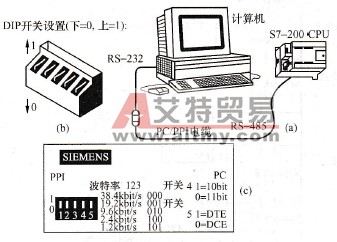
应用程序编制完成后要下载到 PLC 中才能调试运行,才能最终检验程序编制的正确与否。程序的下载可使用手持式编程器,这是以往用得较多的程序下载方法,是一种基于指令表的下载...
阅读更多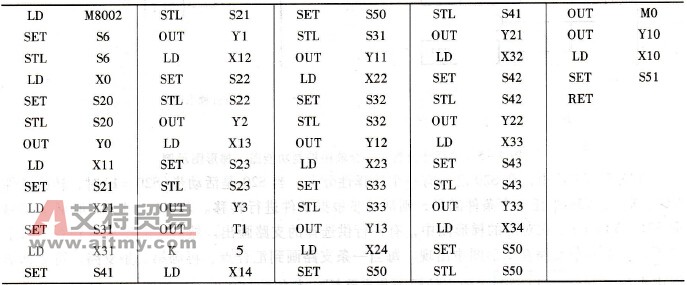
选择性分支、汇合编程示例的顺序控制功能图和梯形图如图 5-5(a) 、 (b) 所示,其指令表见表 5-2 。 表 5-2 指令表 图 5-5 选择性分支、汇合顺序控制功能图、梯形图示例 在图 5-5(a) 中,在...
阅读更多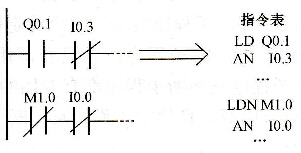
(1) 指令功能:与非操作指令。用于表示动断触点与前边触点或触点块串联。 (2) 编程格式: AN+ 操作数(存储单元地址)。 操作数: I 、 Q 、 V 、 M 、 SM 、 S 、 T 、 C 、 L 图 3-7 为 AN...
阅读更多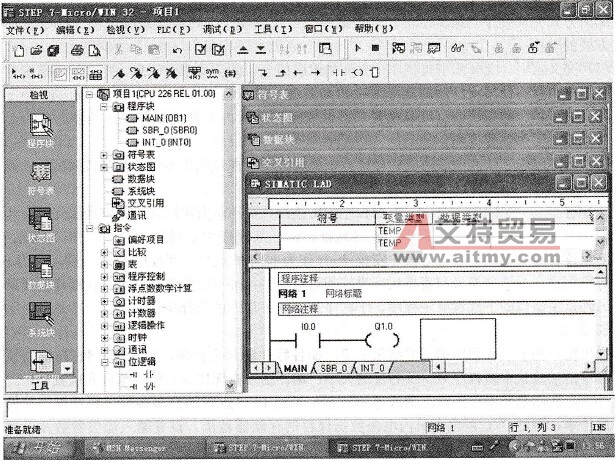
(一) STEP7-Micro/WIN32 的基本功能 STEP7-Micro/WIN32 的基本功能是协助用户开发应用软件。在 STEP7-Micro/WIN32 环境下可创建用户程序,修改和编辑原有的用户程序,实现用户所编辑程序的管理...
阅读更多
图 5-6(a) 为并行分支、汇合的顺序控制功能图。由 S21 、 S22 、 S31 、 S32 组成两个单序列,它们是同时工作的,设计梯形图时应保证这两个序列同时开始工作和同时结束。当它们 S22 ,...
阅读更多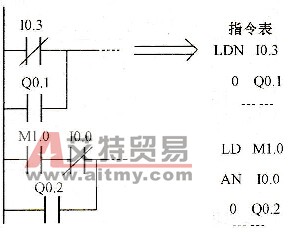
(1) 指令功能:或操作指令。用于表示动合触点与上部触点或触点块并联。 (2) 编程格式: O+ 操作数(存储单元地址)。 操作数: I 、 Q 、 V 、 M 、 SM 、 S 、 T 、 C 、 L 图 3-8 为 O 指令...
阅读更多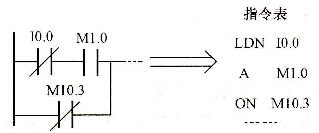
(1) 指令功能:或非操作指令。用于表示动断触点与上部触点或触点块并联。 (2) 编程格式: ON+ 操作数(存储单元地址)。 操作数: I 、 Q 、 V 、 M 、 SM 、 S 、 T 、 C 、 L 图 3-9 为 ON...
阅读更多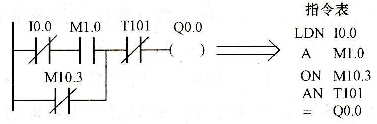
(1) 指令功能:输出指令。将运算结果送到指定的继电器中。 (2) 编程格式: =+ 操作数(存储单元地址)。 操作数: Q 、 V 、 M 、 S 、 L 图 3-10 为 = 指令例。 图 3-10 = 指令例...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则