故障现象: 一台三菱 PLC 的 [EPROR] LED 闪烁。 故障分析与处理: 当程序语法错误(如忘记设定定时器或计数器的常数等)或有异常噪声、导电性异物混入等原因而引起程序内存的内容变...
阅读更多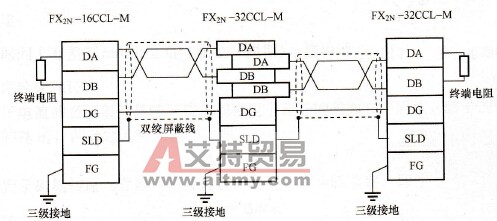
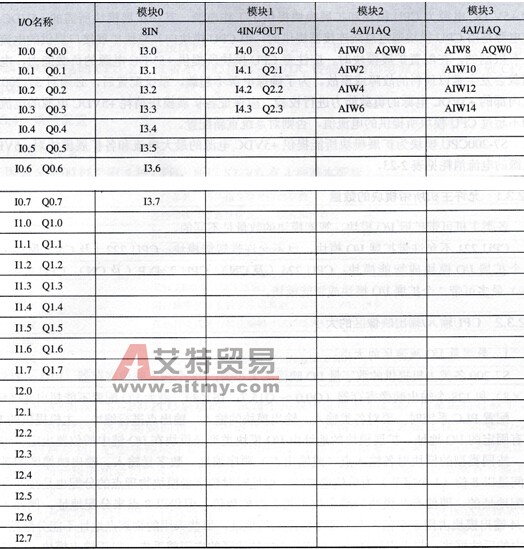
FX2N- 32CCL 模块是将 PLC 连接到 CC - Link 网络中的接口模块,与之连接的 PLC 将作为远程设备站。它在连接 CC - Link 网络时,必须进行站号和占用站数的设定。站号由 2 位旋转开关设定,占...
阅读更多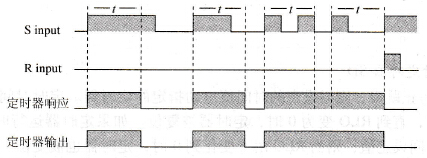
如果 RLO 有正跳沿,则以设定的时间值启动指定的定时器。即使 RLO 变为 0 ,定时器仍保持运行,直到达到定时器的设定值时才被复位。在定时器运行时,其动合触点闭合。当定时时间到...
阅读更多故障现象: 一台三菱 PLC 的 [EPROR]LED 灯亮。 故障分析与处理: 由于 PLC 内部混入导电性异物或受外部异常噪声的影响,导致 CPU 失控或运算周期超过 200ms ,则 WDT 出错, [EPROR] LED 灯亮,...
阅读更多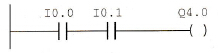
标准触点指令是指与及与非指令、或及或非指令、异或及同或指令。 标准触点就是动合触点(常开触点)。 A ( AND ,与)指令表示串联动合触点。 0 ( OR ,或)表示并联动合触点。动...
阅读更多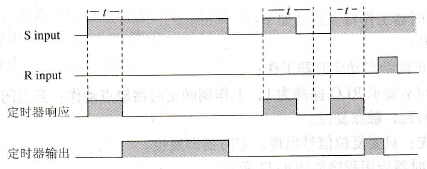
如果 RLO 有正跳沿,则以设定的时间值启动指定的定时器。定时时间到,定时器动合触点闭合并保持,直到 RLO 变为 0 时,定时器被复位。如果定时器运行时间( RLO 为 1 )少于定时器的...
阅读更多故障现象: 一台三菱 PLC 的输入信号开关不能进行 ON 或 OFF 。 故障分析与处理: 不管输入单元的 LED 灯亮还是灭,首先检查输入信号开关是否确实在 ON 或 OFF 状态。如果输入开关的额定...
阅读更多
输出指令有两种,一种是逻辑串输出指令,另一种是中间输出指令。如表 4-1 所示。 表 4-1 输出指令 1) 逻辑串输出指令即赋值指令,将逻辑操作结果 RLO 写入指定地址位。该指令与线圈...
阅读更多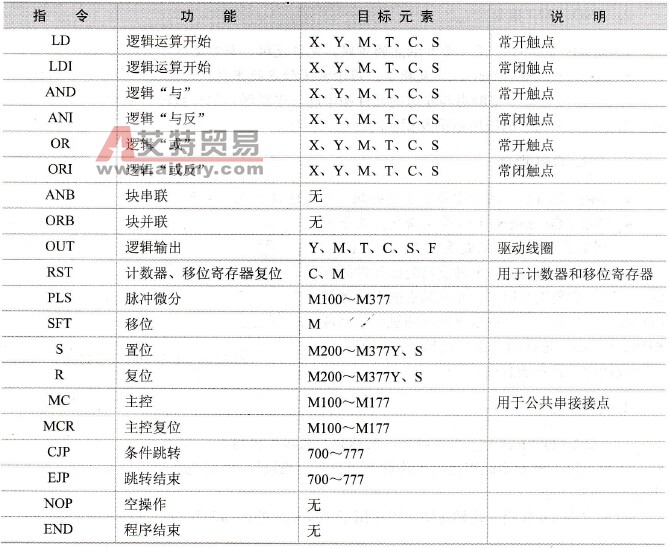
Fl 系列 PLC 的基本指令有 20 条,用于完成触点的连接、逻辑运算结果的输出、计时计数和程序控制等功能。表 3.1 对这些基本指令进行了简要的说明。 表 3.1 基本指令表...
阅读更多故障现象: 一台三菱 PLC 的输出信号不能进行 ON 或 OFF 。 故障分析与处理: 不管输出单元的 LED 灯亮还是灭,如果负载不能进行 ON 或 OFF 时,主要是由于过载、负载短路或容量性负载的...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则