WinCC Advanced 提供了一个仿真软件,在没有 HMI 设备的情况下,可以用 WinCC Advanced 的运行系统模拟 HMI 设备,用它来测试项目,调试已组态的 HMI 设备功能。 用户手中既没有 HMI 设备,也没...
阅读更多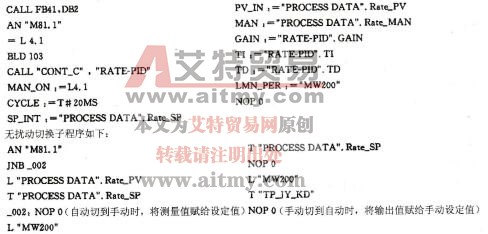
本系统采用静叶升速,根据转速的不同控制静叶角度,转速不同时静叶角度递增的速率也不一样,达到 2900r/min 后投入 PID 自动调节,手/自动可以实现无扰动切换。当自动切换到手动时...
阅读更多
设计组态好 HMI 画面后,如果没有 HMI 设备,但是有 PLC ,可以进行在线仿真调试。在线仿真调试时需要连接计算机和 CPU 的以太网通信接口,运行 PLC 用户程序,用计算机模拟 HMI 设备的...
阅读更多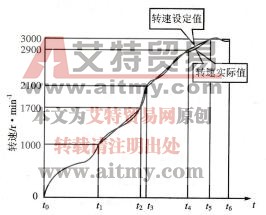
操作过程中,开入口电动调节阀时,透平开始冲转,当电动调节阀全开且静叶全关时,透平达到一定的转速(大约 500r/min )。此时默认状态下系统升速状态为手动,可以手动升速也可以...
阅读更多深孔镀铬系统是某重型机械企业表面处理车间于 20 世纪 90 年代从瑞士引进的一套半自动化电镀生产线,考虑到今后生产规模不断扩大的趋势及目前存在的一些弊病,需要在现有系统的...
阅读更多
1 .组态离散量报警 (1) 设定触发变量 离散量报警是用指定的字变量内的某一位来触发的。在本例中,将离散量报警的触发变量定义为 MW120 ,这样 MW120 中的每一位都将与一条报警信息所...
阅读更多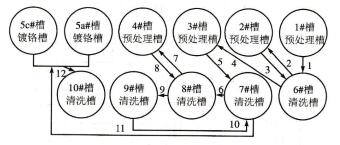
整个深孔镀铬系统由 3 台整流电源、 4 个控制柜、 11 个镀槽及相关配套管路组成,如图 7-13 所示。 3 台电流整流柜是深孔镀铬过程中的电源供应设备,其中 2 台整流电源最大输出电流为...
阅读更多
前面艾特贸易小编介绍了在全局画面中组态“报警窗口”和“报警指示器”的方法,现在介绍组态报警视图。 (1) 添加报警视图 使用工具箱中的控件,单击“报警视图”,将其放入报警...
阅读更多控制内容及要求如下所述。 ① 运行模式。该套控制系统要有 3 种运行模式:自动运行模式、手动运行模式及远程监视。 ② 生产过程的监控。整个工艺流程实现自动控制并对现场生产设...
阅读更多
在系统运行时,可能需要创建或修改某些重要的参数,例如修改温度设定值、修改设备运行时间、修改 PID 控制器的参数、创建新的配方数据记录或者修改已有的数据记录中的条目等。...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则